

1.9. Достоинства, недостатки и области применения индукционных тигельных печей
Достоинствами ИТП являются:
– высокая производительность, достигаемая благодаря большим значениям удельной мощности (Вт/кг);
– возможность вести плавку на токах промышленной частоты (50 Гц);
– интенсивная циркуляция расплава в тигле, обеспечивающая выравнивание температуры по объёму ванны и получение однородных по химическому составу сплавов;
– возможность быстрого перехода с выплавки сплава одной марки на другую;
– широкое
(до 100 %) использование в шихте низкосортных
материалов –
стружки и отходов (при плавке с «болотом»
при наличии в садке не менее 70 – 80 % [1,
c. 217] массы крупной шихты, для которой
![]() ,
или при плавке в электропроводном
тигле);
,
или при плавке в электропроводном
тигле);
– возможность проведения плавки как при атмосферном давлении, так и в вакууме или в любой защитной среде (окислительной, восстановительной, нейтральной);
– простота и удобство обслуживания печи, управления и регулирования процесса плавки;
– широкие возможности для механизации и автоматизации загрузки шихты и разливки ЖМ;
– хорошие санитарно-гигиенические условия.
К недостаткам ИТП относятся:
– невысокая стойкость футеровки;
– относительно низкая температура металла на поверхности жидкой ванны, которая не позволяет эффективно использовать флюсы для металлургической обработки сплавов;
– в
неэлектропроводных тиглях плавка (без
«болота») «холодных» кусков шихты с
низким удельным сопротивлением, ![]() (например меди) неэкономична [1, c.
154];
(например меди) неэкономична [1, c.
154];
– необходимость в преобразователях частоты и в конденсаторных батареях удорожает ИТП.
1.10. Плавильные установки с индукционными тигельными печами
Индукционной плавильной установкой (ИПУ) называется набор оборудования, аппаратуры и коммуникаций, необходимых для эффективного и безопасного нагрева и плавления шихты, а также слива ЖМ. Основными элементами тигельной ИПУ являются [1, с. 257 – 270]:
– индукционная тигельная печь (состав печи указан на рис. 1.3 – 1.5);
– источник питания в виде преобразователя частоты (машинного или тиристорного) или трансформатора с переключателями ступеней напряжений;
– КБ для компенсации реактивной мощности печи;
– коммутационная аппаратура (контакторы, переключатели и т.д.) для включения и переключения печи, конденсаторов и переключения витков индуктора;
– шины и кабели для подвода тока от источника питания к индуктору и соединения его с КБ;
– трубы и шланги, по которым подаётся охлаждающая вода в индуктор и отводится от него;
– измерительные трансформаторы и аппаратура;
– аппаратура защиты и сигнализации.
Упрощённая схема ИПУ показана на рис. 1.24 [7, c. 118].
Во многих случаях каждая ИПУ с тигельными печами имеет две печи на один комплект электрооборудования, из которых одна непрерывно работает (до выхода тигля из строя), а во второй производится набивка тигля, сушка и т.д. Это вызвано тем, что тигель печи имеет ограниченный срок службы – не свыше 100 плавок (при плавке стали). Смена же тигля и особенно сушка занимают длительное время – иногда того же порядка, что и длительность работы тигля до его замены [1, c. 258]. Пример планировки такой ИПУ показан на рис. 1.25.
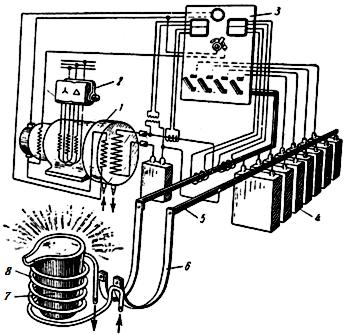
Рис. 1.24. Упрощённая схема тигельной ИПУ,
использующей ток повышенной частоты:
1 – источник питания (электромашинный преобразователь частоты); 2 – пускатель; 3 – панель с электроаппаратурой; 4 – конденсаторная батарея; 5, 6 – соответственно шины и кабели для подвода тока от источника питания и конденсаторной батареи к индуктору; 7 – тигель с шихтой; 8 – индуктор; стрелками показаны
подача и отвод воды для охлаждения индуктора
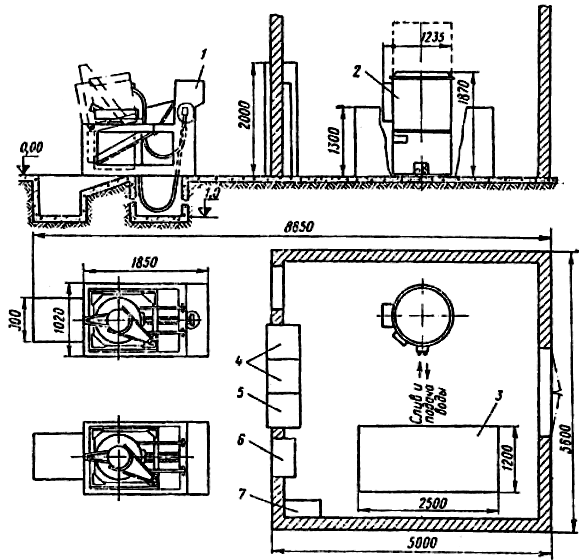
Рис. 1.25. Планировка ИПУ с двумя ИТП:
1 – ИТП; 2 – ИП (машинный преобразователь частоты); 3 – батарея конденсаторов; 4 – щиты управления; 5 – автоматический регулятор электрического режима; 6 – панель управления;
7 – щит управления
Аналогично работают ИПУ с двумя вакуумными печами. Пока в одной печи происходит разливка и остывание ЖМ (в вакууме), разгерметизация ПЗК, извлечение залитых форм, очистка тигля, его загрузка шихтой и очистка от воздуха, в другой печи ведётся плавка шихты и подготовка ЖМ к разливке. Затем печи меняются ролями. Это увеличивает почти вдвое использование ИПУ.
В печах средней ёмкости (1,0 – 2,5 т) индуктор крепят к корпусу печи таким образом, чтобы можно было быстро освободить его и, отсоединив от токо- и водоподвода, извлечь из корпуса печи вместе с тиглем. Это позволяет набивку тигля производить вне печи, а в печь установить новый, просушенный заранее тигель в сборе с индуктором [1, c. 258]. Благодаря этому простой печи непродолжителен и можно ограничиться установкой лишь одной печи на один комплект электрооборудования.
При плавке, например, алюминия стойкость тигля достигает многих месяцев. Для таких случаев неэкономично иметь две печи в одной печной установке, так как длительность простоя при смене тиглей (даже если она требует две – три недели) составляет лишь несколько процентов от срока службы тигля. В остальных же случаях следует на один комплект оборудования устанавливать по две печи.
Планировка ИПУ с тигельными печами должна обеспечивать удобство ведения металлургического процесса и минимальные электрические потери. Для удовлетворения первого требования печи, как правило, устанавливаются на рабочей площадке, высота которой должна допускать подведение под носок печи разливочного ковша. Лишь печи малой ёмкости (до 100 кг) иногда устанавливаются на уровне пола и для удобства загрузки часто снабжаются рабочей площадкой, поднятой на высоту до 1 м.
Второе требование – уменьшение электрических потерь будет удовлетворено, если преобразователь частоты и особенно конденсаторная батарея будут расположены в непосредственной близости от печи.
В ИПУ источник питания и конденсаторную батарею необходимо устанавливать в отдельных помещениях, которые должны иметь необходимую вентиляцию. Пример ИПУ показан на рис. 1.24 [1, c. 18].