

2.3.3. Индукционная канальная единица
Упрощенная конструкция съёмной ИКЕ показана на
рис. 2.3 [3, с. 233].
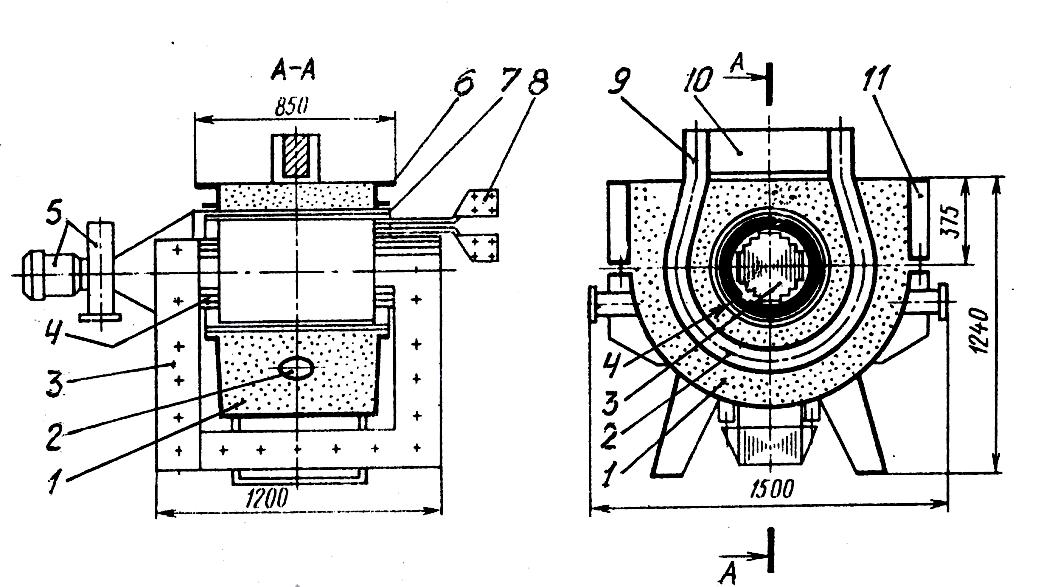
Рис. 2.3. Индукционная канальная единица:
1 – подовый камень; 2 – подовый канал для ЖМ; 3 – магнитопровод; 4 – индуктор; 5 – центробежный вентилятор для воздушного охлаждения индуктора; 6 – фланец для присоединения подового камня (и всей ИКЕ) к дну ванны печи; 7 – водоохлаждаемый экран; 8 – выводы для подключения индуктора к трансформатору;
9 – металлический шаблон для формирования подового канала;
10 – стальная перемычка; 11 – корпус
Позиции 1 – 4 на рис. 2.3 являются основными частями ИКЕ, позиции 5 – 11 – дополнительными.
Индуктор имеет, как правило, цилиндрическую форму. Его изготовляют либо из обычных обмоточных проводов прямоугольного сечения, либо (при водяном охлаждении индуктора) из медных трубок. Каждая трубка может иметь одинаковую или разную толщину стенки по периметру поперечного сечения, [1, с. 312 – 315; 3, с. 233 – 236].
Площадь сечения витка индуктора выбирают в зависимости от проходящего по нему тока и способа охлаждения индуктора. При воздушном охлаждении допускается плотность тока в индукторе до 4 А/мм2, при водяном – до 20 А/мм2 [3, с. 234].
Индуктор крепят на магнитопроводе с помощью клиньев из изоляционного материала. Зазор между индуктором и магнитопроводом используют для подачи к нему воздуха, охлаждающего индуктор.
Магнитопровод 3 (см. рис. 2.3) собирают из отдельных пластин трансформаторной стали толщиной 0,5 мм. Для уменьшения потерь от вихревых токов отдельные пластины изолированы друг от друга. Размеры поперечного сечения стержня магнитопровода, то есть той его части, на которую надевают индуктор, зависят от мощности индуктора. После сборки магнитопровода его стягивают болтами или шпильками. Стяжные планки делают из немагнитного металла; шпильки или болты, гайки и шайбы изолируют от пластин магнитопровода электрокартоном для предотвращения образования короткозамкнутых витков вокруг магнитопровода [3, с. 233 – 234].
Магнитопровод может располагаться параллельно или перпендикулярно наружной поверхности дна ванны.
Подовый камень – это теплостойкая футеровка вокруг индуктора (рис. 2.4).
Футеровка находится внутри металлического кожуха. Поперечное сечение подового канала может быть прямоугольным или круглым.
Толщина футеровки между каналом и цилиндрическим отверстием для индуктора принимается равной от 5 до 10 см в зависимости от гидростатического давления ЖМ в канале и свойств футеровки [1, с. 305]. Толщина футеровки наружной части камня (т. е. между каналом и наружной поверхностью камня) определяется главным образом соображениями теплоизоляции.
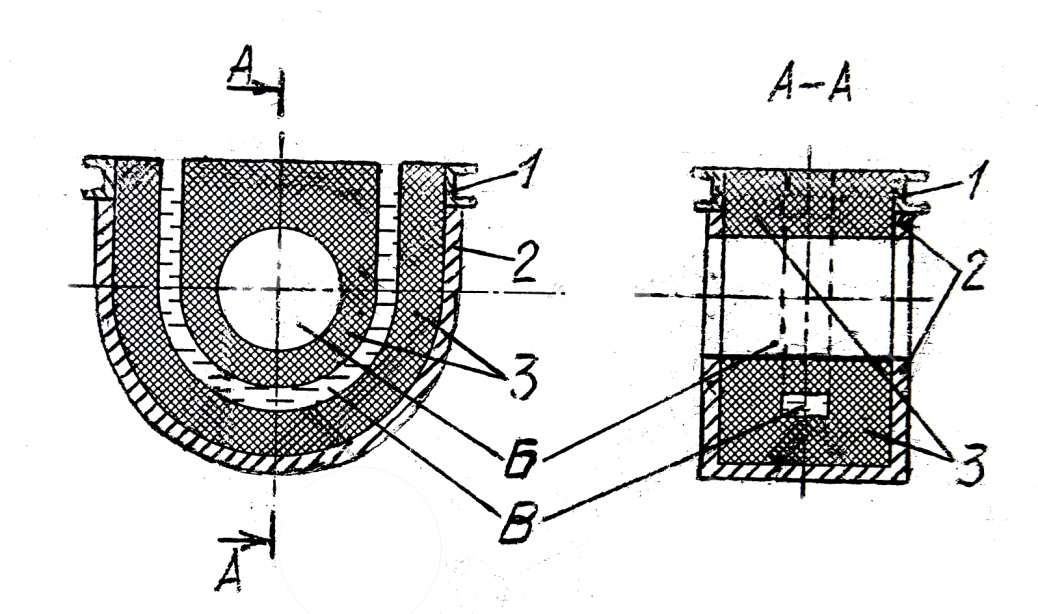
Рис. 2.4. Схема подового камня:
1 – фланец для присоединения кожуха к дну ванны печи; 2 – кожух; 3 – футеровка; А – отверстие для размещения стержня
магнитопровода с индуктором; Б – подовый канал для ЖМ
Камень располагается внутри окна магнитопровода, поэтому его длина Lk, естественно, меньше этого окна, но должна быть достаточной для размещения индуктора внутри камня.
Подовые камни печей, выплавляющих металлы и сплавы с высокой температурой плавления (чёрные металлы, никель, нихром и др.), изготавливаются в основном из корунда Al2O3 или плавленого магнезита (MgO) [1, с. 307]. В качестве связующего применяются либо спекающиеся вещества (бура, борная кислота, молотое стекло) либо цементирующие (жидкое стекло, сульфитный щёлок и пр.)
Подовые камни изготавливают двумя способами: формовкой вне ИКП и набивкой в ИКП. Более целесообразным является первый способ. В этом случае нужно иметь запасной кожух, в котором осуществлять набивку, просушку и нагрев подового камня до рабочей температуры, а в нужный момент устанавливать его взамен изношенного. Это сокращает время простоя печи при смене футеровки до одного часа [1, с. 308].
Кожух подового камня предназначен для того, чтобы служить опорой для подового камня, магнитопровода и индуктора, а также чтобы с помощью своего фланца прикрепляться к фланцу кожуха ванны. В стыке между кожухом подового камня и кожухом ванны устанавливают изолирующую прокладку. Для обеспечения жёсткости кожух может иметь рёбра. Кожух целесообразно изготавливать из немагнитного материала, обладающего достаточной прочностью, например из медных или алюминиевых сплавов. В последние годы кожухи подовых камней изготавливают из углеродистой стали как литыми, так и сварными.
ИКЕ комплектуются вентиляционными установками. Они нужны для охлаждения индуктора, нагреваемого током, и стенок полости подового камня, нагреваемых теплопроводностью от расплавленного металла в каналах. Для надежности вентиляционная установка каждой ИКП должна иметь двойной комплект оборудования, т. е. два вентилятора с электродвигателями, чтобы при выходе из строя одного из комплектов, другой мог обеспечить охлаждение печи. В печах, имеющих несколько индукционных единиц (т. е. подовых камней с индукторами), иногда применяются отдельные вентиляторы (со своими двигателями) на каждую из них [1, с. 327].
Вентиляторы, применяемые в вентиляционных установках индукционных печей, обычные центробежные, среднего давления, производительностью до 3000 м3/ч и выше. Вентиляторы работают как нагнетающие и лишь в редких случаях – как вытяжные.
Во избежание больших потерь тепла рабочее пространство печи закрывается крышками или дверками. С наружной стороны они имеют оболочку из листового металла, с внутренней – футеровку из теплостойкого материала.
Крышки могут быть съёмными и передвижными. Съёмные крышки подвешиваются на рычажном или кулачковом механизме, передвижные крышки при открывании печи перемещаются по направляющим роликам. При открывании печи и та, и другая крышка сначала приподнимается, после чего перемещается за пределы горловины печи. По периметру любой крышки имеется канавка, в которую заходит стенка (нож) кожуха ванны при закрывании печи крышкой.
Фланец 6 на рис. 2.3 (он же фланец 1 на рис. 2.4) жёстко собран с кожухом подового камня и предназначен для присоединения этого кожуха (в сборе с остальными частями ИКЕ) ко дну плавильной ванны, которая также имеет для этой цели соответствующий фланец. Благодаря такому фланцевому соединению (с помощью болтов) можно изношенную ИКЕ заменить новой с наименьшими потерями времени.
Водоохлаждаемый экран 7 предназначен для уменьшения или исключения теплообмена между плавильной ванной и подовым камнем.
Выводы 8 приварены к концам водоохлаждаемой трубки индуктора. К выводам подключаются токоподводящие кабели от трансформатора, питающего индуктор.
Шаблон 9 предназначен для получения точных размеров канала в подовом камне. Шаблоны изготавливают из дерева, а также литых и сварных (из листовой стали толщиной до 3 мм) труб [1, с. 308 – 309]. Шаблон устанавливают в кожух подового камня до заполнения огнеупорной массой.
Деревянные шаблоны удаляют из каналов выжиганием, для чего в шаблон заделывают в нескольких местах нихромовые нагреватели, накаливаемые током. Зола и несгоревшие остатки таких шаблонов легко удаляются из каналов продувкой сжатым воздухом.
Металлические шаблоны удаляют расплавлением при первой плавке включением индуктора под напряжение. Для этого шаблоны должны изготовляться из сплава, химический состав которого полностью или близко соответствует основному металлу, выплавляемому впоследствии в печи. Нагрев и расплавление металлического шаблона во избежание растрескивания подового камня ведётся по определённому графику и длится от 10 часов (для сварного шаблона) до суток (для литого шаблона) [1, с. 309].
Стальная перемычка 10, приваренная к выступающим концам шаблона 9, жёстко фиксирует геометрическую форму шаблона.