

3. Методы контроля качества отливок
3.1. Общие сведения
Согласно ГОСТ 15467–79 качество продукции определяется как совокупность свойств, обусловливающих ее способность удовлетворять определенные потребности в соответствии с ее назначением. Применительно к продукции литейного производства (отливкам) свойства оценивают количественно с помощью таких показателей качества (ГОСТ 4.439–86), как: классификационные показатели (марка сплава, масса отливки, класс точности, группа сложности); показатели назначения (характеристики прочности, пластичности, ударной вязкости, твердости, микроструктуры); показатели технологичности и экономного использования металла (припуски на механическую обработку, допуски на необрабатываемые размеры отливки); показатели качества поверхности (шероховатость по ГОСТ 2789–73); экономические показатели (экономический факт, себестоимость). В отдельных случаях число может быть дополнено другими, специальными характеристиками.
Качество отливок существенно зависит от наличия в них дефектов, т.е. отдельных несоответствий установленным требованиям (ГОСТ 15467–79). Дефекты бывает явные, (обнаруживаемые визуально или с помощью инструментальных средств и методик, предусмотренных нормативной документацией) и скрытые (не обнаруживаемые при указанных условиях).
В соответствии с ГОСТ 19200–80 устанавливается пять групп дефектов: несоответствие по геометрии (недолив, неслитина, подутость, перекос и т.п.): дефекты поверхности (пригар, спай, ужимина, плена и т.п.); несплошности в теле отливки (трещины, раковины, пористость и др.); включения (металлические и не металлические, корольки и т.п.); несоответствия по структуре (механическим свойствам химическому составу).
В настоящем разделе рассматриваются неразрушающие методы обнаружения дефектов (по ГОСТ 18353–73 – методы неразрушающего контроля – МНК): акустические, капиллярные, магнитные, оптические, радиационные, радиоволновые, тепловые, тепловые, течеискания, электрические и электромагнитные.
3.2. Визуально-оптический метод
Данный метод контроля (ГОСТ 24521–80) используют на первых этапах исследования качества отливок, перед проведением более высокоточных и сложных способов. Визуальный осмотр (невооруженным глазом или с применением оптических устройств, дающих увеличение до 50 крат) позволяет забраковать отливки непригодные, с очевидными дефектами или выявить их участки исследование которых требует детализировать применением других физических неразрушающих методов.
Поскольку человеческий глаз при нормальных условиях (хорошем контрасте и правильном освещении) имеет ограниченную остроту зрения (способен различать объекты не более 0,15 мм на расстоянии 250 мм), то для выявления более мелких поверхностных дефектов применяют оптические приборы (лупы, бинокулярные, микроскопы, эндоскопы и др.).
С помощью луп, имеющих увеличение до 7 крат (ЛПК – 71, ЛП – 1), производят общий осмотр и поиск дефектов; лупы с большим увеличением (7 – 20 крат) позволяют анализировать дефекты и производить их поиск на малых участках поверхности. При необходимости использования больших увеличений (до ×50) и обеспечения требуемой глубины резкости применяют бинокулярные микроскопы (БМ – 51 – 2, МБС – 2); для исследования удаленных элементов отливок рекомендуются телескопические лупы (ЛПШ – 474, ТЛА).
С помощью эндоскопов контролируют места отливок, недоступные прямому наблюдению. Конструктивно эндоскопы выпускаются жесткие прямые, жесткие коленчатые с постоянным или изменяющимся углом колена и гибкие (рис. 3.1).
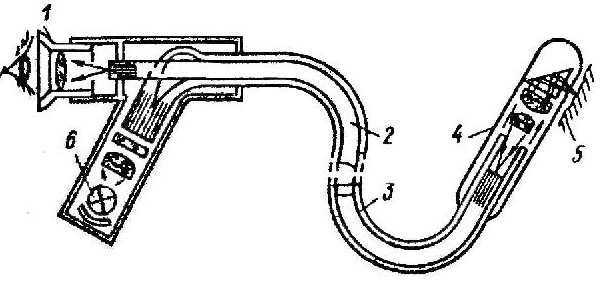
Рис. 3.1. Схема гибкого эндоскопа:
1 – окуляр; 2, 3 – жгуты волокон регулярной и нерегулярной
укладки; 4 – головка объектива; 5 – объект контроля;
6 – источник света