

3.6. Акустический контроль
Акустический контроль основан на возбуждении и регистрации параметров упругих механических колебаний в контролируемом изделии (ГОСТ 23829–85). Классификация методов акустического контроля дана в ГОСТ 18353–79. Наиболее широко в производственной практике применяется упругий ультразвуковой метод (ультразвуковая дефектоскопия УЗД), при котором в отливках возбуждаются упругие ультразвуковые колебания (УЗК) с частотой от 0,5 до 35 МГц. Ультразвуковой контроль применяют для выявления внутренних дефектов, определения их размеров и координат (и для решения других задач).
В качестве источника колебаний используют генераторы (ламповые, полупроводниковые). Наибольшее распространение получили пьезоэлектрические преобразователи на основе монокристаллов кварца, титаната бария, цирконат-титаната свинца и др. Электроды (тонкие слои серебра) на поверхностях пластин из этих материалов поляризуют в электрическом поле и вызывают возникновение в этих пластинах пьезоэффекта.
Ввод упругих колебаний в деталь и прием импульсов осуществляется с помощью искательных головок (искателей), конструктивно защищенных от механических повреждений и износа. УЗ-дефектоскопия в зависимости от режима работы генератора осуществляется методом непрерывного излучения или импульсным методом. Существует несколько методов УЗ-дефектоскопии: теневой, эхоимпульсный, резонансный, веллосимметрический, инпедансный и др. Наиболее распространенными являются первые два.
При теневом методе УЗ-колебания вводят в отливку и регистрируют прошедшие через нее УЗ-волны с противоположной стороны, строго напротив места ввода (рис. 3.11).
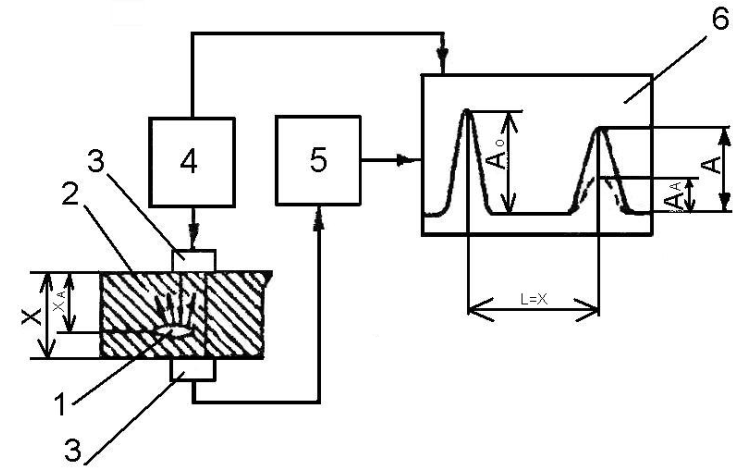
Рис. 3.11. Схема ультразвукового контроля теневым методом:
1 – дефект; 2 – изделие; 3 – искательные головки
Две искательные головки – излучающую и приемную, расположенные по разные стороны изделия. Дефект, встречающийся на пути лучей, образует акустическую тень (отсюда название метода). При этом регистрируется ослабление или задержка сигнала (при огибании дефекта удлиняется путь УЗ-волны). Данный метод используют для обнаружения раковин, трещин, расслоений, включений в отливках несложной конструкции типа плит, крышек, дисков, кронштейнов, а также в цилиндрических отливках (гильзы, втулки, трубы). Надежно выявляется только тот дефект, который вызывает уменьшение интенсивности УЗК не менее чем на 15 %.
Наиболее широкое распространение при контроле отливок получил эхо-импульсный метод. При прохождении в материале упругие колебание теряют значительную часть энергии. Электрический сигнал от генератора импульсов 4 (рис. 3.12) поступает на электроакустический преобразователь 3 и в электронно-лучевую трубку (ЭЛТ) и формирует на экране ее начальный зондирующий импульс А.
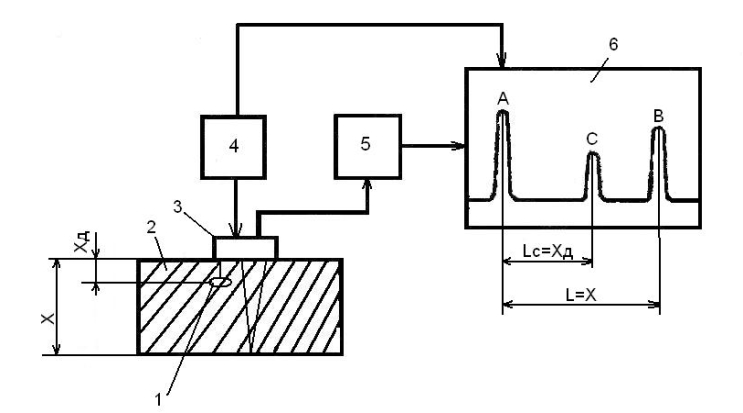
Рис. 3.12. Схема ультразвукового контроля эхо-импульсным
методом
Электрический сигнал преобразователем трансформируется в УЗК передаваемые в контролируемое изделие 2, УЗК, пройдя расстояние X равное толщине изделия, отражаются от противоположной поверхности изделия и вновь воспринимаются преобразователем и преобразуется им в электрический сигнал, дальнейший путь которого: блок усиления и развертки 5 – ЭЛТ 6. На экране трубки формируется донный (отраженный) импульс В. Если УЗК встретят на своем пути дефект I, то сформируется импульс С (от дефекта). Время прохождения УЗК пропорционально пройденному пути. Зная масштаб изображения по горизонтальной оси (или определяв его экспериментально), можно по положению эхо-импульса от дефекта (по длине и tс) рассчитать глубину залегания дефекта Xc. По амплитуде эхоимпульса от дефекта можно ориентировочно судить о размерах дефекта.
Важными характеристиками контрольной аппаратуры являются: глубина проникновения УЗ-волн в данный материал, разрешающая способность (возможность различать на экране импульсы от дефектов, находящихся близко к пути распространения УЗ-пучка), величина «мертвой зоны» (пространство около поверхности детали, в которой не могут быть обнаружены дефекты из-за инерционности пьезопластины преобразователя) и чувствительность. Важным условием успешного использования УЗ-контроля является правильный выбор способа введения УЗ-волн в исследуемый объект. Это обусловлено наличием необработанной литой поверхности, препятствующей вхождению УЗ-волны в тело отливки. Эта задача может быть решена шлифованием поверхности «прозвучиваемого» тела либо использованием контактных жидкостей (воды, машинных и трансформаторных масел, солидола, автола, глицерина и т.п.). Если же эффективность указанных приемов недостаточна, то рекомендуется использовать иммерсионный и струйный способы.
Эхо-импульсный метод применяет для контроля сложных фасонных отливок (при невозможности установки электроакустических преобразователей с обеих сторон контролируемой отливки).