учебник -5-575
.pdfГлава 6. Дефекты зубного ряда. Изменения в зубочелюстной системе. |
2 6 5 |
Классификация дефектов. Диагностика. Врачебная тактика и методы лечения.
чаще находит применение при спайке золотых мостовидных протезов, так как при этом не требуется такого сильного нагрева, как при паянии стали.
Если мостовидный протез должен быть спаян без модели, то коронки слегка подогревают над пламенем горелки, чтобы воск, которым они были заполнены (до отливки модели), размягчился и их можно было бы снять с модели. Коронки и модель очищают от остатков воска. Спаиваемые поверхности должны быть чистыми, без окалины, жирного налета и т. п., иначе паяние будет затруднительным и ненадежным. Коронки и литые зубы вновь устанавливают на модели и скрепляют липким воском.
Перед этим гипсовым зубам, с которых были сняты коронки, придают такую форму (чаще всего конусную), чтобы весь мостовидный протез после склейкисвободноснимался смодели. В режущие края и бугры жевательных поверхностей золотых коронок наливают припой, если это не было сделано ранее.
Модель хорошо смачивают водой или смазывают маслом участок, где готовят протез, помещают на модель коронки и устанавливают промежуточную часть. Затем небольшой порцией хорошо расшшленного липкого воска, нанесенного на места соприкосновения деталей с язычной стороны, склеиваю! их. Пока воск не затвердел, смыкают окклюдатор и устанавливают промежуточную часть точно поотношению к антагонистам.
У мостовидных протезов большой протяженности все детали необходимо дополнительно скрепить изогнутой по форме и приклеенной с язычной стороны металлической проволокой. Проволоку тщательно приклеивают смесью липкого и базисного воска по всей протяженности мостовидного протеза. Охладив в воде воск, осторожно снимают мостовидный протез с модели и гипсуют в огнеупорной массе.
Гипсовка требуется для фиксации частей протеза передпаянием. Для этой цели употребляется гипс с добавлением пемзы, мраморной пыли, песка и т.п., так как чистый гипс не выдержит нагрева до высокой температуры и потрескается. Для гипсовки стальных протезов пользуются иногда массой Цитрина (смесь корундового минутника с гипсом). Минутник означает степень дисперсности корунда, то есть эта та часть его, которая просеивается через определенное сито в течение одной минуты,
Протез погружают в небольшое количество огнеупорной массы наружной и жевательной поверхностью вниз. Массой заполняют коронки и покрывают внутреннюю поверхность литых зубов, оставляя открытыми места спая.
Удобен и другой способ гипсовки. Склеенный липким воском протез устанавливают на небольшой порции разведенной гипсовочной массы, оставив открытой часть жевательных поверхностей коронок и литых зубов, чтобы места спая были доступны для проникновения пламени паяльного аппарата со всех сторон (рис. 292).
После затвердевания массы и обрезки ее излишков воск выплавляют струей кипящей воды, чтобы полностью обезжирить спаиваемые поверхности, и смазывают места, подлежащие спайке, бурой, смешанной с водой в виде густой кашицы. Затем загипсованный протез устанавливают на подставке над пламенем горелки для просушивания. Просушивать массу надо на слабом огне, лучше на асбестовой прокладке, во избежание образования трещин.
Для соединения спаиваемых деталей перед пайкой, кроме липкого воска, предложен метод точечной электросварки с помощью специального аппарата. Зачищенные от окалины спаиваемые поверхности стальных и хромокобальтовых протезов помещают на рабочую модель. К двум участкам подводят электроды и включают ток на очень короткий период (лучше с реле времени). На контактирующих поверхностях проходит точечная сварка, позволяющая проводить в последующем пайку деталей без гипсовки.
Паяние деталей из стали и золотых сплавов ведется несколько различно. Трудность паяния стали заключается в усиленном образовании окислов и слабой текучести припоя для нержавеющей стали. Поэтому после сушки и прогрева гипса места спайки вновь промазывают бурой и приступают к равномерному прогреву всего протеза паяльным аппаратом.
Припои. Паяние. Это соединение металлических частей при нагревании посредством родственного сплава с более низкой температурой плавления. Связывающий сплав называется припоем. Припой должен отвечать следующим требованиям:
1) иметь температуру плавления ниже, чем у основных металлов на 50--10(ГС, иметь узкий температурный интервал плавления,
2)хорошо флюсовать (разливаться), то есть быть жидкотекучим,
3)хорошо диффундировать (проникать в толщу основных металлов),
4)быть устойчивым против действия кислот и щелочей,
2 6 6 Глава 6. Дефекты зубного ряда. Изменения в зубочелюстной системе, Классификация дефектов. Диагностика. Врачебная тактика и методы лечения.
5)подходить к основным металлам по цвету,
6)обладать стойкостью против коррозии в полости рта,
7)по физико-механическим свойствам приближаться к спаиваемым металлам,
8)не давать раковин и пузырей (они образуются не только при несоблюдении правил паяния, но и вследствие интенсивного испарения летучих компонентов припоя).
Процесс паяния не следует путать со сваркой каких-либо металлических деталей.
Сваркой называется технологический процесс неразъемного соединения металлических деталей при высокой температуре. Для обеспечения прочности свариваемые места доводятся до высокопластического или расплавленного состояния. В промышленности применяется в основном электросварка, которая может осуществляться дуговым или контактным методом. При дуговой сварке нагрев происходит за счет дугового разряда. Максимальная температура при этом достигает 600СГС.
Нагрев при контактной сварке вызывается джоулевым теплом, выделяемым при прохождении тока низкого напряжения и большой силы через свариваемое место. Контактная сварка производится на специальных машинах и эффективна при массовом производстве однотипных изделий.
Применяемая в машиностроении газовая «сварка» с электродом представляет собой высокотемпературное паяние. В зубопротезной технике производится главным образом паяние, то есть — технологический процесс соединения металлических деталей в нагретом состоянии посредством другого металла или чаще сплава, расплавляемого между деталями. Паяние осуществляется при применении высокой температуры или погружением соединяемых деталей в расплавленный соединяющий металл с флюсом. При использовании тугоплавкого сплава нагрев производят горелкой или другим источником тепла.
Взависимости от прочности и температуры плавления припои делятся на мягкие и твердые. Мягкие припои представляют собой эвтектические, то есть плавящиеся при низкой температуре, сплавы олова и свинца. Оловянные припои имеют температуру плавления от 180 до 230°С и применяются, главным образом, для паяния меди и латуни.
Взубопротезной технике мягкие припои находят ограниченное применение для изделий, используемых вне полости рта, в условиях, когда место спайки не подвергается большому давлению. Прочность на разрыв мягких пропоев не превышает 20/40 МН/м;. Твердые припои имеют температуру плавления от 500 до 1100°С.
Видеальном случае состав припоя должен быть тождественен составу соединяемых металлов. Однако, соблюсти это условие не представляется возможным, так как во избежание расплавления соединяемых металлических частей припой должен
плавиться при более низкой температуре, а это значит, что состав его должен быть иным. Для понижения температуры плавления зуботехнических припоев вводят присадки металлов с низкой температурой плавления (цинк, олово, кадмий и др.). Для компенсации белящего влияния этих металлов в припое увеличивают процент содержания более темных металлов. Для получения прочного шва при паянии требуется, чтобы температура плавления припоя незначительно отличалась от температуры плавления основного металла.
Разность температур 50— 100°С позволяет избежать случайного расплавления спаиваемых частей, Кроме того, плавление припоя должно протекать в узком интервале температур. В противном случае при паянии часть припоя расплавляется, а часть находится в полурасплавленном состоянии. Это ухудшает качество спая, так как для достижения необходимой текучести всей массы припоя часть его необходимо перегревать, а перегрев приводит к окислению низкоплавящихся компонентов сплава,
и шов бывает непрочным и пористым.
Исключительно важное значение имеет величина поверхностного натяжения расплавленного припоя. Поверхностное натяжение должно быть таким, чтобы расплавленный припой мог заполнять самые незначительные промежутки между спаиваемыми частями. При большой величине поверхностного натяжения на спаиваемой поверхности образуется шарик припоя и шов получается плохим. Текучесть припоя увеличивается с повышением температуры,* поэтому расплавленный припой течет в направлении от холодных частей к горячим. Этим свойством пользуются в процессе паяния, передвигая пламя вдоль места спайки. Припой течет за пламенем и получается хороший шов. Иногда припои кладут на одну часть спаиваемой детали и веду!1 нагрев другой, встык приложенной детали. Перетекая к детали, припой заполняет шель и детал^ спаиваются. Для получения высокой прочности расстояние между деталями должно быть минимальным, чтобы между ними затвердевало лишь небольшое количество припоя.
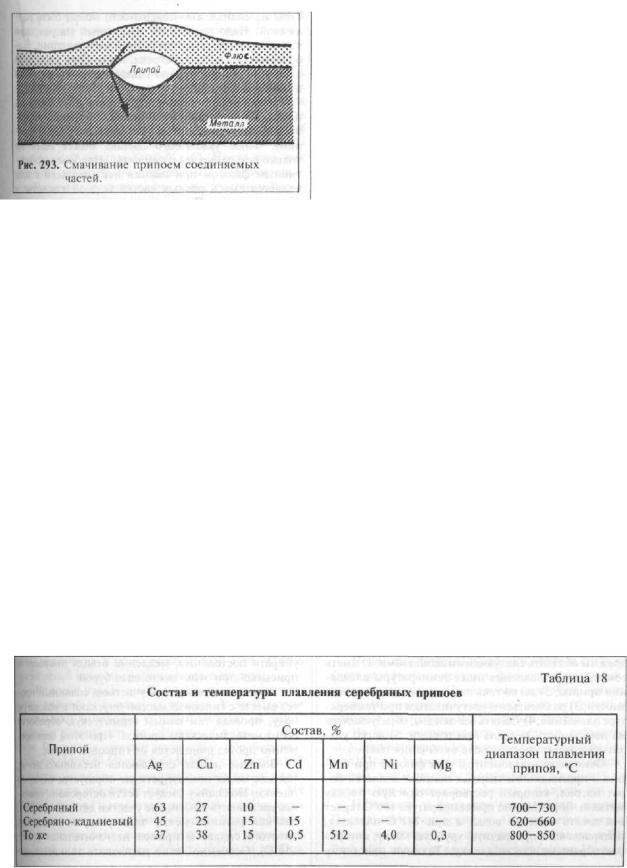
При пайке соединяемые части .остаются твердыми, а припой расплавляется. Соединение происходит вследствие смачивания, взаимного растворения и диффузии припоя и основного металлав зоне шва. Смачивание припоем поверхности соединяемых частей зависит от величины поверхностной1 энергии на границах раздела фаз металл-припой и металл-флюс (рис. 293).
Состав и свойства серебряных припоев. В стоматологии серебряные припои используются для соединения деталей из нержавеющей стали. Эти припои представляют собой сплавы, основными компонентами которых являются серебро (10-80%), медь (15—50%) и цинк (4-35%). Иногда серебряные сплавы содержат кадмий, фосфор и другие металлы.' Для паяния деталей из нержавеющей стали жела-
Глава 6. Дефекты зубного ряда. Изменения в зубочелюстной системе. |
2 6 7 |
Классификация дефектов. Диагностика. Врачебная тактика и методы лечения.
тельноприменять припой, имеющий точку плавления не выше 70(ГС, так как при более высокой температуре (см. нержавеющие стали) происходит выпадение карбидов хрома, что снижает сопротивляемость конструкции коррозии. Низкий диапазон температур плавления серебряных припоев достигается образованием эвтектического сплава Ag-Cu. Диапазон температур для припоев этого типа составляет от 625 до 845°С, что намного ниже, чем у золотых припоев. В табл. 18 приведены некоторые составы серебряных и серебряно-кадмиевых припоев для нержавеющей стали. Детали из кобальтохромовых сплавов хорошо поддаются паянию при помощи золотого сплав;) 750-й пробы. Зуботехничесние припои поставляются в виде стружки, стержней, проволоки и кубиков с ребром длиной I мм. Проволока удобна для ортодонтичсских работ. Для спаивания мелких деталей рекомендуются припои в виде кубиков, для общих работ — полоски.
В качестве образца приводим краткую инструкцию в отношении наиболее часто применяемой марки припоя для нержавеющей стали.
Инструкция по применению проволоки припоя серебряного марки пср-мц-37 стоматологической. (ППСС-37)
Проволока ППСС-37 предназначена для пайки деталей зубных протезов, изготавливаемых из нержавеющей стали и кобальто-хромового сплава. Проволока припоя серебряного марки ПСрМЦ-37 стоматологическая (ППСС-37) выпускается в мот-
ках массой (40,(Ж),4)г диаметром 1,0мм. Проволока ППСС-37 представляет собой сплав серебра (37%), марганца, цинка, никеля, магния, кадмия и меди. Температура текучести (705+Ю)°С.
Состав и свойства припоев для золотых сплавов.
Припои для соединения деталей из лигатурного золота представляют собой сплавы с различным содержанием золота (80-30%), серебра и меди, кадмия с небольшими добавками цинка и олова, которые модифицируют температуры плавления и текучесть. Содержание цинка и олова в припоях стабильно и меняется в пределах 2—4%. Количество золота в припое должно быть достаточным для обеспечения необходимой коррозионной устойчивости в полости рта. Минимальное содержание золота в сплаве должно быть не менее 60% (для некоторых составов допускается не ниже 58%). Цинк, олово и кадмий понижают точку плавления припоя за счет образования эвтектического сплава. С увеличением содержания меди, серебра и олова на 1%, температура, при которой начинается плавление, снижается на 10—15°С, а температура, при которой оно заканчивается, — на 24"С. В качестве раскислителя в припои вводят небольшое количество фосфора для предотвращения окисления припоя при плавлении.
Белящее влияние цинка и олова компенсируют увеличением содержания меди. Однако, количество меди нельзя резко увеличивать, так как при этом понижается текучесть припоя и увеличивается его температурный интервал плавления. Серебро, входящее в состав припоя, повышает его текучесть и снижает температурный интервал плавления припоя. Припои, содержащие больше серебра, чем меди, лучше смачивают поверхность спаиваемых деталей и их считают более удобными в работе.
Для каждой пробы лигатурного золота применяют специальный припой, подобранный по цвету и температуре плавления. Цвет припоя подбирают, варьируя содержание в нем меди, серебра и остальных компонентов. При увеличении содержания меди цвет припоя изменяется до ярко-желтого, при увеличении содержания серебра — до бледно-желто- го. Изменяя содержание меди и серебра, необходи-
2 6 8 Глава 6. Дефекты зубного ряда. Изменения в зубочелюстной системе. Классификация дефектов. Диагностика. Врачебная тактика и методы лечения.
мо контролировать свойства припоя, так как при большом содержании меди получаются «липкие» припои (плавятся, но не текут).
Необходимо иметь в виду, что проба припоя не всегда соответствует содержанию в нем золота. Припой, как правило, имеет более низкую пробу, чем лигатурное золото, идущее для изготовления протеза. При паянии развивается высокая температура и кадмий, температура кипения которого 778°С, частично улетучивается. За счет понижения его содержания проба припоя повышается.
Припой для золота можно легко получить в условиях лаборатории, добавив к сплаву цинка и кадмия, для понижения температуры плавления. Припой для каждого сплава золота подбирают с таким расчетом, чтоб он был ниже основного сплава не больше, чем на 6—8 проб.
Поверхности металлов, подлежащие спайке, должны быть тщательно очищены от окислов и загрязнений, для чего чаще всего применяют механический способ очистки: опиливание, зачистку карборундовым камнем или наждачной бумагой.
Так как паяние происходит при нагревании открытым пламенем, на поверхности спаиваемых металлов может образоваться пленка окислов, которая не позволит продиффундировать припою. Особенно усиленно образуется эта пленка у сплавов с хромом, отличающихся высокой способностью пассивироваться, то есть покрываться окисной пленкой. Поэтому в процессе паяния необходимо не только расплавить припой и заставить его разлиться по спаиваемым поверхностям, но и что главное, не допустить образования окисной пленки к моменту достижения рабочей температуры в спаиваемых деталях. Это достигается применением различных паяльных веществ, или флюсов. Наибольшее распространение получила бура. При нагревании бура поглощает кислород, препятствуя тем самым попаданию его к металлу и образованию на его поверхности окислов. Кроме того бура способствует флюсованию припоя.
Флюсы. Флюсы растворяют окисную пленку и в виде шлака всплывают на поверхность припоя, который вследствие этого получает хороший контакт с поверхностью основного металла. Флюсы должны обладать следующими свойствами: 1) иметь температуру плавления ниже температуры плавления припоя; 2) легко течь по металлической поверхности; 3) разлагаться и улетучиваться при температуре плавления; 4) удалять все окислы, образующиеся на поверхности металла при лаянии; 5) легко удаляться с поверхности после окончания паяния.
Основным компонентом всех флюсов при паянии с применением твердых припоев является борат натрия, который растворяет окисную пленку металла. Борат натрия при температуре 400"С теряет все десять молекул воды, а при 74ГС плавится, превращаясь в прозрачную хрупкую массу, которая растворяет окисную пленку. Техника нанесении
буры на спаиваемые поверхности может быть раз-] личной. Надо применять медленный нагрев, при котором не наблюдается бурной дегидратации. Не-1 обходимо избегать перегрева, так как при этом бура! образует шарики, трудно удаляемые с поверхности по окончании пайки.
Флюс можно применять в виде порошка или пасты. Пасту готовят смешиванием порошкообразного флюса со спиртом или петралатумом (вазс-J лин). Флюс указанного состава может быть не только при пайке, но и при литье. Наиболее эффек-j тивным флюсом при паянии нержавеющей сталн является смесь равных частей борной кислоты и фторида калия. При паянии нержавеющих сталей флюсы не столько растворяют окисную пленку,! сколько предотвращают ее образование.
Большое значение имеет и техника проведения процесса паяния. Вначале нагревают наиболее тол-1 стостенные детали, а затем и остальные участки,! Бура при этом вспенивается и при повышении температуры оседает, становясь стекловидной. ТоЛ да на место пайки кладут припой, пламенем сильнее! нагревают толстостенные участки и только после! этого пламя переводят на припой и расплавляим его. Часто припой для стали, расплавляясь, собирш ется в каплю из-за сильного поверхностного натм жения. Чтобы припой растекся по спаиваем™ поверхности, каплю припоя раздавливают «повои ком» — стальной проволокой с петлей на конце для удержания ее. При надавливании припой раем кается по поверхностям. Необходимо следить, чтД бы он попал на все участки поверхности; если I какой-нибудь участок не покрыт припоем и и наблюдается его растекания, усиливают нагрев добавляют припоя и «поводком» перераспределяв его на всю спаиваемую поверхность. Крепкая спаш ка может быть только тогда, когда видно, чЛ припой хорошо разлился между спаиваемыми по-1 верхностями. Только после этого переходят к cnafl ке других участков.
Необходимо помнить, что сильный перегрев и I большое количество буры могут вызвать кипение припоя и образование пор в месте спая. Чтобы! избежать этого, не следует держать пламя долгом одном месте, а по окончании плавки его следует! убирать постепенно, медленно отводя пистолет • присыпав при этом место спая бурой.
Закончив спайку всех участков, спаянный про-1 тез вместе с гипсовой массой опускают в холодн^И воду, проведя тем самым термическую обработЯ всего металлического протеза. При этом одноврИ менно протез очищается от гипсовой массы,
Золотые детали спаиваются несколько легче,! так как на их поверхности не образуется окисноИ пленки. Но спайку следует вести осторожно, опасИ ясь расплавить различные участки деталей протезЯ так как разница между температурой плавленв золотого сплава и припоя незначительная (130-1 150°С). Особенно легко расплавить тонкостенньИ
_
Глава 6. Дефекта зубного ряда. Изменения в зубочелюстной системе. |
2 6 9 |
Классификация дефектов. Диагностика. Врачебная тактика и методы лечения.
участки протеза, поэтому спайку золотых деталей ведут очень осторожно, начиная прогрев только с толстостенных деталей. Когда они станут темнокрасного цвета, на место спайки кладут несколько мелко нарезанных кусочков припоя, присыпают их бурой, переводят на них пламя пистолета. Пламя не задерживают на одном участке, а все время слегка перемещают, слабо покачивая пистолет. Вся сила огня должна быть направлена не на тонкостенный участок (например, коронку), а на участок с большей массой металла (литой зуб). После того как припой разлился по спаиваемым поверхностям, необходимо перевести пламя на толстостенный участок и приступить к спайке других поверхностей.
Если при осмотре шва окажется, что припой не заполнил полностью всего пространства, добавляют еще кусочек припоя и расплавляют его. Если припой перемещается при расплавлении лишь на одну из поверхностей, это свидетельствует о том, что другая поверхность плохо прогрета. Поэтому не следует добавлять новой порции припоя, а необходимо равномерно прогреть весь гипсовый блок и все части спаиваемого протеза.
Прочность большинства припоев уступает прочности соединяемых металлов. Это обусловлено тем, что состав припоев составляется с учетом в основном точки его плавления и коррозийной стойкости. Однако, прочность шва за счет диффузионного слоя может быть выше прочности чистого припоя. Для предотвращения растекания припоя по поверхности детали на расстоянии 2—2.5 мм от места спая при помощи карандаша наносят слой графита. Получение прочного шва, таким образом, требует минимальной толщины припоя. При паянии пламя не должно быть направлено на соединяемые части, пока не расплавится флюс и не образуется ровный слой по всей поверхности. Пайку надо проводить возможно быстро, избегая как перегрева, так и недогрева.
Перегрев вызывает: I) появление раковин в припое; 2) прогорание тонких участков детали; 3) потерю прочности шва; 4) избыточное размягчение и ослабление деталей из золотого сплава; 5) выпадение карбидов хрома при пайке деталей из нержавеющей стали. При недогреве наблюдаются раковины, включения в шве, ослабленный шов. Плохо разогретый припой сворачивается в шарики.
Во время пайки иногда надо предохранять участки деталей от попадания припоя. В этом случае исполызуют антифлюс, который наносят на защищаемую поверхность до наложения флюса и припоя. Припой не затекает на участки, обрабатываемые графитом (используют грифель карандаша). В качестве антифлюса можно применять окись железа или мел в спиртовой или водной суспензии. Их используют при высокотемпературном нагреве, если есть опасение, что графит выгорит. Если спаиваемые чисти при пайке соприкасаются, то в результате расширения наблюдается эффект отталкивания. При
пайке в форме рекомендуется зазор между деталями примерно 0,13 мм, однако, точных рекомендаций нет.
После спайки мостовидный протез опускают вместе с формовочной массой в холодную воду, очищают от огнеупорной массы, отбеливают и промывают в кипящей воде. Затем отделывают места спая, снимая излишки припоя, и приступают к шлифовке и полировке.
Отбеливание. При любом нагревании металла открытым пламенем, под действием кислорода он покрывается окисной пленкой — окалиной. Для продолжения работы с таким металлом необходимо удалить с его поверхности окалину. Вещества, служащие для растворения окалины, называются отбелами, асам процесс снятия окалины —отбеливани- ем.
Отбелы подбирают с таким расчетом, чтобы они хорошо растворяли окалину и как можно меньше действовали на металл. Если невозможно получить такой отбел, ограничивают время нахождения в нем металла с тем, чтобы отбел подействовал только на окалину. К таким относятся отбелы для нержавеющей стали. Отбелом для серебряных сплавов служит 96" спирт, отбелом для золотых сплавов — 40—50% раствор соляной кислоты. Для отбеливания в этих растворах изделие нагревают докрасна и опускают в раствор.
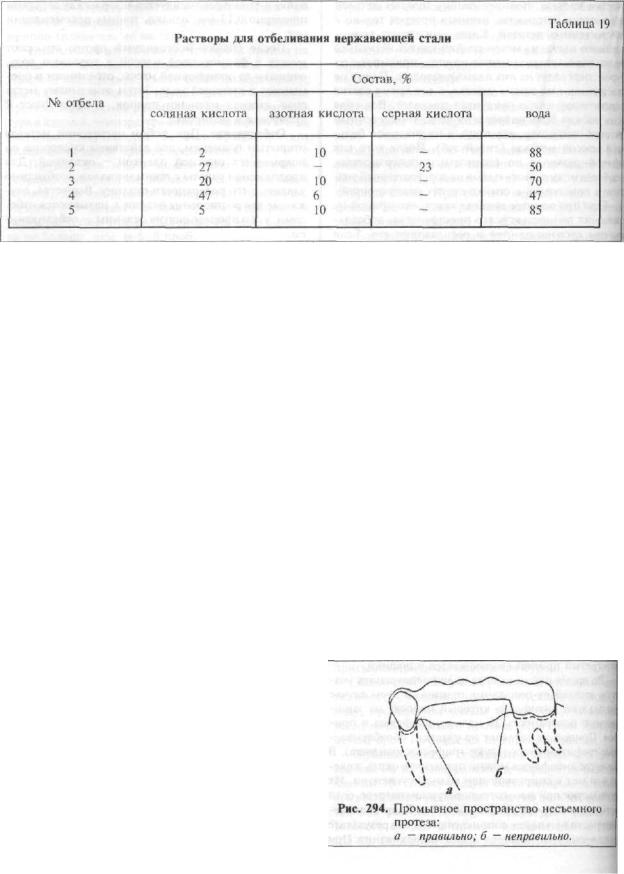
Нержавеющая сталь при термической обработке покрывается толстым слоем окисной пленки, для снятия которой требуются сильные химические растворы, состоящие из соляной, серной кислоты (табл. 19). Технику рекомендуется пользоваться одним из этих растворов, знать режим отбеливания и придерживаться его.
Для отбеливания изделие погружают в нагретый до кипения раствор и кипятят около 1 мин. После этого протез извлекают из раствора, промывают в воде и обтирают от окалины. Отбеливание, особенно в растворах №1 и 3, должно проводиться с осторожностью, так как одновременно происходит растворение стали. При составлении растворов следует помнить одно из важных правил техники безопасности: серную кислоту лить в воду, а не наоборот.
После отбеливания и отделки протеза его шлифуют различными кругами, фильдами, жесткими и мягкими щетками. После этого полируют, используя различные пасты в зависимости от материала, из которого изготовлен мостовидный протез.
На этом заканчивается последний лабораторный этап изготовления мостовидного паяного протеза. После полировки протез промывают водой с мылом, затем спиртом и отправляют в клинику для наложения и фиксации протеза в полости рта.
Наложение и фиксация мостовидного протеза.
Последний клинический этап заключается в укреплении мостовидного протеза на опорных зубах. Этот этап является весьма ответственным. Несмот-