

2598
.pdfРегулирование загрузки с контролем по мощности двигателя
обеспечивает наибольшую производительность дробилки. Если загружаемый материал легко измельчается, то мощность, расходуемая на дробление, невысока и система регулирования увеличивает скорость ленты питателя до тех пор, пока мощность не достигнет заданного значения. При увеличении крупности и твердости материала мощность, затрачиваемая на дробление, возрастает и система регулирования уменьшает скорость ленты питателя.
В крупных щековых дробилках благодаря наличию маховика наблюдается значительное увеличение динамических погрешностей. В этом случае метод регулирования загрузки дробилки по мощности приводит к резким колебаниям потребляемой энергии. Кроме того, возможно зависание крупных кусков дробимого материала в верхней части пасти дробилки, что не обнаруживается потребляемой мощностью и не вызывает срабатывания системы автоматического регулирования. Поэтому материал по-прежнему будет поступать в дробилку, вызывая ее завал. В этих случаях целесообразно регулировать производительность с контролем по уровню загрузки дробилки.
Контроль уровня материала в дробилке может выполняться электроконтактным сигнализатором, фотореле и радиоизотопным реле (гамма-реле), которое следует считать более надежным. Источник и приемник гамма-излучения устанавливаются на противоположных наружных стенках дробилки на уровне 2/3 высоты приемной пасти. Контакты гамма-реле включены в схему автоматического управления двигателя питателя. В зависимости от количества уровней, контролируемых реле, может выполняться двух- и трехпозиционное регулирование подачи материалов.
При отсутствии материала в дробилке на контролируемом уровне контакты реле замыкаются и пускатель включает двигатель питателя. При перекрытии материалом потока -частиц контакты реле размыкаются и
пускатель отключает питатель. Таким образом поддерживается заданный уровень загрузки дробилки.
Для уменьшения частоты включения двигателя питателя устанавливаются два гамма-реле на двух уровнях – верхнем и нижнем.
Схема осуществляет двухпозиционное регулирование с зоной возврата. При использовании двух реле можно также обеспечить трехпозиционное
управление двигателем питателя, повысив тем самым качество регулирования. Для осуществления этой схемы должен применяться
двухскоростной асинхронный двигатель. Превышение нормального
830
уровня загрузки уменьшает скорость питателя, а верхнего – отключает
двигатель.
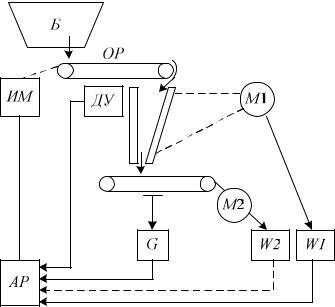
Рис. 3.22. Схема регулирования производительности дробилки с контролем по мощности дробилки, уровню материала и загрузки отводящего конвейера
Применение фотореле для контроля уровня материала в дробилке нецелесообразно вследствие большой запыленности. Необходимо отметить, что регулирование только по уровню не обеспечивает работу дробилки в режиме оптимальной производительности, так как свойства материалов различны.
Таким образом, наиболее целесообразным следует признать применение методов комбинированного регулирования загрузки дробилки. Регулирование по мощности двигателя дробилки и уровню материала в пасти дробилки обеспечивает увеличение производительности дробильного агрегата и исключает возможности завала. Однако при подаче в дробилку материала с пониженной твердостью и мелких фракций двигатель дробилки будет работать в незагруженном режиме, что вызывает значительное увеличение количества продукции на выходе дробилки, а следовательно, перегрузку и завал отводящего конвейера. Для предотвращения завала отводящего конвейера необходим корректирующий сигнал по его загрузке (рис.3.22).
831
Для этого может быть применен датчик взвешивающего устройства G
или датчик нагрузки двигателя W2 отводящего конвейера. Таким образом, появляется универсальная комбинированная система автоматического регулирования по трем параметрам: по мощности привода дробилки W1, по уровню материала в дробилке ДУ и по мощности привода отводящего конвейера или по массе материала на нем. Автоматическое регулирование этих параметров осуществляется изодромными автоматическими регуляторами.
На рис.3.23 приведена электрическая схема панели автоматического управления процессом загрузки щековой дробилки. Датчики нагрузки ДН1
и ДН2 предназначены для ввода в систему регулирования сигналов,
пропорциональных нагрузкам приводных электродвигателей дробилки и расположенного под ней конвейера. Для поддержания определенной производительности дробилки датчики настраиваются на заданные значения нагрузок двигателей. Если нагрузка приводов меньше заданной,
то с помощью исполнительных реле РП38 и РП39 подается команда на включение пластинчатого питателя. Если нагрузка двигателей превышает установленную, питатель отключается. Привод пластинчатого питателя имеет два режима управления – местный и автоматический.
Автоматическое включение питателя разрешается, когда нагрузки приводных двигателей и конвейера не превышают заданных. Отключение питателя происходит при перегрузке двигателей дробилки конвейера, при исчезновении материала на питателе, а также при переполнении зева дробилки. В результате автоматизации дробильных агрегатов их производительность повышается в среднем на 12–14%, а расход электроэнергии снижается на 16–17%.
Для управления щековыми дробилками всех типоразмеров разработано комплексное устройство автоматического управления,
которое позволяет осуществить: автоматическое управление пуском и остановкой щековой дробилки и ее вспомогательных механизмов с соблюдением определенной технологической последовательности;
автоматическое регулирование производительности; контроль наличия
«защитной подушки» на пластинчатом питателе, аварийного переполнения зева дробилки в случае попадания негабаритных размеров материала,
832

загрузки последующих механизмов; автоматический ввод резервного маслонасоса системы жидкой смазки; сигнализацию о работе дробилки и вспомогательных механизмов, а также об аварийном состоянии технологического оборудования. В зависимости от типоразмеров дробилки выбирается комплект электрооборудования, состоящий из станций и пультов управления. Эти станции управления могут быть скомпонованы на общем щите.
Автомат питания
Датчик нагрузки двигателя щековойдробилки
Релеконтроляперегрузки двигателя дробилки
Стабилизаторнапряжения
Трансформатор
понижающий
Датчик нагрузки двигателя конвейера
Реле контроля перегрузки двигателяконвейера
Реле включенияпитания
Релевключения переполнения дробилки
Реле контроля низкой подушки на питателе
Датчик контроля переполнениящековойдробилки
Датчик контроля низкой подушки питателя
Реле аварии
Реле отключения питателя
Рис. 3.23. Электрическая схема автоматического управления процессом загрузки дробилки
833
3.3.3. Статические и динамические характеристики щековой дробилки
Сложность протекающих процессов в дробильно-сортировочных установках создает при их изучении значительные трудности. Переход от изучения микропроцессов (движения отдельных частиц) к макропроцессам (движение массы частиц), реально протекающим в машинах, позволил принять ряд допущений и упростить их математическое описание. Оборудование дробильно-сортировочных предприятий имеет различное конструктивное исполнение и работает на совершенно различных принципах. Однако их объединяет общий принцип материального и энергетического баланса. Принцип материального баланса может быть выражен общим дифференциальным уравнением
dM |
Q1 Q2 , |
(3.7) |
|
||
dt |
|
|
где M – запас материала в агрегате, т; Q1 – подводимый к агрегату поток материала, т/ч; Q2– отводимый от агрегата поток материала, т/ч.
Уравнение (3.5) показывает, что в неустановившемся режиме подача материала уравновешивается отводом, изменением его запаса в агрегате. Запас материала обусловливает инерционность агрегата. В установившемся режиме подача материала равна его отводу, и изменения запаса материала в агрегате не наблюдается.
h |
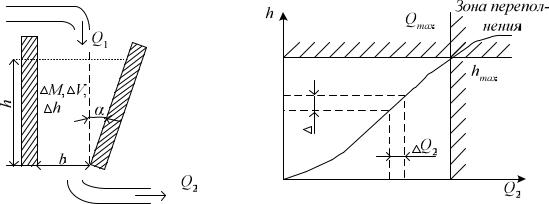
Рис. 3.24. Устройство пасти щековой |
Рис. 3.25. Статическая характеристика |
дробилки |
щековой дробилки |
Рассмотрим уравнение материального баланса для щековой дробилки, схема пасти которой приведена на рис. 3.24.
834
Дробилка имеет следующие параметры, характеризующие ее состояние: Q1 – расход исходного материала, т/ч; Q2 – расход измельченного материала, т/ч; h – уровень материала в дробилке, м; M – запас материала в дробилке, т; ω – частота качания щеки дробилки, 1/с, обусловливающая производительность дробилки; А – амплитуда качания, мм, обусловливающая крупность готового продукта.
В процессе работы дробилки параметры Q1, Q2, h и М могут изменяться в зависимости от изменения крупности и твердости материалов. Для упрощения расчетов параметры ω и А в дальнейшем будем считать неизменными. Уравнение, описывающее процесс в щековой дробилке, находим из условия материального баланса
Q1dt = Q2dt + dM. |
(3.8) |
Разделив все члены на dt, получим
dM |
Q |
Q . |
(3.9) |
|
|||
dt |
2 |
1 |
|
|
|
|
Выражаем параметры М и Q2 через уровень h и находим объем материала V в дробилке, считая, что приемная часть имеет форму усеченной пирамиды:
V = |
1 |
Sh abh, |
(3.10) |
|
|||
2 |
|
|
|
где S – площадь верхнего сечения пасти, м2; h – уровень материала в дробилке, м; а –ширина пасти дробилки, м; b – размер выпускной щели, м.
Масса материала М в дробилке
М = V , |
(3.11) |
где – плотность материала, т/м3. |
|
Площадь верхнего сечения пасти дробилки |
|
S=a(b+ h tg ), |
(3.12) |
где – угол наклона подвижной щеки к вертикали, град. |
|
835
Подставив выражение (3.10) в (3.12), получим
V |
1 |
(2abh ah2tgα). |
(3.13) |
|
|||
2 |
|
|
|
На основании (3.11) и (3.13) находим
dM |
γ |
dV |
γ(ab ahtga) |
dh |
. |
(3.14) |
dt |
dt |
|
||||
|
|
dt |
|
|||
Расход Q2 = f(h) является функцией h, но аналитическую зависимость ее получить не удается. Вид ее статической характеристики, снятой экспериментально, показан на рис. 3.25. Зависимость Q2 = f(h) нелинейна и имеет ограничения по уровню hmax и производительности Q2max при данных ω и А. Подставив выражения (3.14) и Q2(h) в выражение (3.9), получим
γa(b htgα) |
dh |
Q |
(h) Q . |
(3.15) |
|
dt |
|||||
|
2 |
1 |
|
Из этого выражения видно, что щековая дробилка описывается нелинейным дифференциальным уравнением, аналитическое решение которого затруднено.
Для нахождения переходных процессов h f (t) и Q2 f (t) можно использовать графоаналитический метод Эйлера. Таким образом, щековая дробилка ведет себя как устойчивое звено с переменным самовыравниванием, переходный процесс ее не является экспоненциальным.
Из приведенного анализа видна необходимость стабилизации уровня материала в щековой дробилке. При изменении твердости материала целесообразно стабилизировать его уровень в щековой дробилке. Так, например, при понижении твердости материала следует увеличить подачу
материала в дробилку. |
|
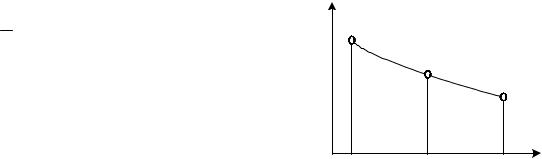
График функции Q1 f (ξ) |
при h = const, приведенный на рис.3.26, |
называется регулировочной |
характеристикой. Здесь –твердость |
материала. Так как стабилизация уровня предусматривает малые отклонения от hном, то нелинейные дифференциальные уравнения дробилки можно линеаризировать. Для этого выделяем в дробилке некоторый объем ∆V в окрестности номинального уровня при постоянной площади Sном ,т. е.
836
V 1 Síîì h ab h. |
(3.16) |
q1 |
|
||
2 |
|
|
|
|
|
На статической характеристике |
|
|
|||
приращению h/1 соответствует |
|
|
|
||
приращение ∆Q2. Так как эти приращения |
|
|
|||
малы, то зависимости величин в |
|
|
|
||
окрестности данной точки будут |
|
|
|||
линейными, т.е. |
|
|
|
Рис.3.26. Характеристика |
|
Q2 |
m h, |
|
|
||
|
|
зависимости загрузки |
|||
где m – коэффициент пропорциональности. |
|
дробилки от твердости |
|||
|
материала |
||||
Подставляя |
полученные |
выражения |
в |
||
|
|||||
формулу (3.15), получим |
|
|
|
||
γS íîì |
d h |
|
m h Q1 . |
(3.17) |
||||||
|
dt |
|||||||||
|
|
|||||||||
Разделив все члены уравнения на m, находим |
|
|||||||||
|
|
γSíîì |
d h |
1 |
|
|
||||
|
|
|
|
|
|
h |
|
Q1. |
(3.18) |
|
|
|
|
m |
|
|
dt |
m |
|||
Коэффициент при производной обозначим Т и назовем его |
||||||||||
постоянной времени дробилки. Коэффициент при Q1 |
обозначим K и |
|||||||||
назовем его коэффициентом усиления щековой дробилки. |
|
|||||||||
Введя новые обозначения в выражение (3.18), получим |
||||||||||
|
T |
d h |
|
h K Q . |
(3.19) |
|||||
|
dt |
|||||||||
|
|
|
|
1 |
|
|
||||
Уравнение (3.19) является линеаризированным уравнением щековой дробилки. Выясним физический смысл постоянной времени, для чего числитель и знаменатель выражения (3.18) умножим на h:
T |
Sном h |
|
M |
. |
(3.20) |
|
|
||||
|
mh |
Q2 ном |
|
||
Таким образом, постоянная времени является отношением запаса материала в дробилке к его расходу, т. е. показывает способность накапливать и расходовать материал.
Произведя в выражении (3.19) преобразование Лапласа при нулевых начальных условиях, получим передаточную функцию щековой дробилки
837

W( p) |
h( p) |
|
K |
|
||
|
|
. |
(3.21) |
|||
Q ( p) |
|
Tp 1 |
||||
|
1 |
|
|
|
|
|
Учтя запаздывание, обусловленное пластинчатым питателем перед дробилкой, получим
Ke p |
|
W ( p) |
(3.22) |
Tp 1 . |
Всякое запаздывание в объекте управления ухудшает устойчивость системы автоматического регулирования. Для исследования системы автоматического регулирования помимо вида дифференциального уравнения следует знать численные значения его параметров. В системах стабилизации при малых отклонениях регулируемых параметров коэффициенты дифференциальных уравнений могут быть определены аналитически.
3.3.4. Автоматическая оптимизация дробильно-сортировочных процессов
Машины, входящие в состав дробильно-сортировочных установок, имеют экстремальные статические характеристики, что позволяет оптимизировать технологические процессы.
Благодаря большой производительности машин экономический эффект от оптимизации может быть значительным. Рассмотрим оптимизацию дробильно-сортировочного процесса, технологическая схема которого приведена на рис. 3.27.
Исходный кусковой материал крупностью 200 мм из бункера 1 питателем 2 подается в щековую дробилку 3, а из нее конвейером 5 на грохот 6. Мелкий материал из грохота через конвейер 7 поступает в вагонетку готовой продукции 8. Крупный материал фракцией 40 мм, не прошедший через грохот, конвейером 4 подается на повторное дробление в щековую дробилку 3.
Функциональная схема системы экстремального регулирования процесса дробления показана на рис. 3.28. Показателем экстремума является отношение потока материала крупностью 40 мм Q40 к потоку исходного материала Q200:
E=Q40/Q200.
838
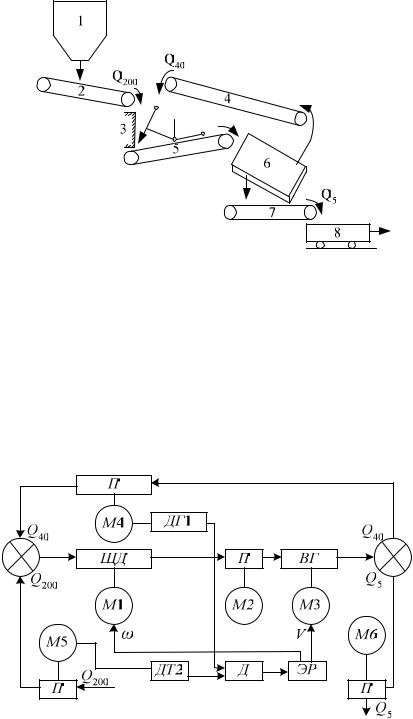
Рис. 3.27. Технологическая схема дробильно-сортировочного процесса
Значения потоков Q200 и Q40 можно косвенно измерять датчиками ДТ1 и ДТ2 по значениям токов статоров электродвигателей конвейеров М4 и А15. Тогда величина Е получается в делителе Д.
Экстремальный регулятор ЭР при изменяющихся условиях работы и состояниях оборудования подбирает частоту вращения вала со щековой дробилки ЩД и скорость V движения грохота ВГ такими, чтобы значение показателя экстремума Е было минимальным.
Рис. 3.28. Функциональная схема системы экстремального регулирования дробильно-сортировочного процесса
Для поиска и поддержания Е на минимуме используется шаговый экстремальный регулятор ЭР. Первым шагом измеряется ток, пропорциональный Q40, вторым шагом замеряется нагрузка Q200, третьим определяется значение Е. Затем это значение подается в запоминающее
839