

Выполнив визуальную оценку состояния дорожной одежды, измерения коэффициента сцепления, показателей продольной ровности, глубины колеи, и убедившись, что все характеристики соответствуют требованиям стандартов и нормативов, можно назначать мероприятия по ликвидации мелких повреждений. Поэтому знакомство с совре-
Сменными технологиями начнем именно с ликвидации мелких повреждений, но вначале рассмотрим традиционные технологии устранения так х дефектов.
ханического1.1. Традиционные способы ремонта
На более эффект вным и экономически оправданным традиционным методом устранения трещин и защиты покрытия от разруше-
ными маст ками-герметиками. Метод основан на необходимости ме-
ния на несколькобАлет является разделка и заливка трещины специаль-
удален я разрушенного и окисленного дефектного мате-
риала слоя покрыт я на определенную глубину вдоль направления
развит я трещ ны создания «паза» правильной геометрической
формы для последующего его заполнения герметизирующим материалом. Технология ра от описывается в методических рекомендациях [5], вступивших в действие взамен ВСН 24–88, а также ОДМ [6]. Для заделки вы оин традиционно применяют ремонт картами, его подразделяют по используемойДасфальтобетонной смеси: горячей, холодной или литой.
Заливку трещин традиционно разделяют на несколько этапов. Количество этапов и технология производства работ зависят от величины раскрытия трещины. ОДМ 218.3.036–2013 [6] по ширине рас-
1.Продувку трещины сжатым воздухомИ.
2.Прогрев трещины.
3.Заливку трещины битумной эмульсией или мастикой, имеющей высокую проникающую способность.
11

Технология герметизации средних трещин состоит в последова-
|
тельном выполнении 6 технологических операций. |
|
|
||||||
1. |
Разделка трещин. |
|
|
|
|
|
|
||
2. |
Удаление отложений и продуктов износа. |
|
|
||||||
3. |
Просушивание паза трещины. |
|
|
|
|
|
|||
С |
|
|
|
|
|
|
|
||
4. |
Прогрев боковых стенок трещины. |
|
|
|
|
|
|||
5. |
Заливка паза трещины герметиком. |
|
|
|
|
|
|||
6. |
Пр сыпка поверхности герметика песком. |
|
|
||||||
|
Ш рок е трещ ны герметизируют, выполняя 5 технологических |
||||||||
|
ходимости |
|
|
|
|
|
|
||
|
операц й. |
|
|
|
|
|
|
|
|
1. |
Механ ческая очистка трещины. |
|
|
|
|
|
|||
2. |
Продувка трещ ны сжатым воздухом. |
|
|
|
|
||||
3. |
Прогрев |
оковых стенок трещины и подгрунтовка при необ- |
|||||||
|
|
щебеночной |
|
|
|
|
|
||
|
|
. |
|
|
|
|
|
|
|
4. |
Заделка трещ ны минерально-мастичной или органомине- |
||||||||
|
ральной ремонтной смесью, литой эмульсионно-минеральной или же |
||||||||
|
мастично- |
смесью. |
|
|
|
|
|
|
|
5. |
Уплотнен |
асфальто етоннойсмесивтрещинахпринеобходимости. |
|||||||
|
|
|
А |
|
|
||||
|
Для выполнения разделки трещины применяют раздельщики |
||||||||
|
трещин или нарезчики швов. Необходимость этой операции продик- |
||||||||
|
тована тем, что в лизи края трещины асфальтобетон накопил повре- |
||||||||
|
ждения, их нужно удалить. |
Д |
|
|
|||||
|
Для примера в табл. 1 приведены иллюстрация и технические ха- |
||||||||
|
рактеристики оборудования – нарезчика швов, который можно при- |
||||||||
|
менить для разделки трещины в асфальтобетонном покрытии. |
|
|
||||||
|
|
|
|
|
|
|
Таблица 1 |
||
|
|
Технические характеристики нарезчика швов CrackPro E0300 |
|||||||
|
|
|
|
|
И |
|
|||
|
|
Общий вид |
Технические характеристики |
Вели- |
|
||||
|
|
|
|
|
|
|
|
чина |
|
|
|
|
|
Масса, кг |
|
|
|
250 |
|
|
|
|
|
Габариты, мм |
|
длина |
1117 |
|
|
|
|
|
|
|
ширина |
832 |
|
||
|
|
|
|
|
|
|
высота |
1194 |
|
|
|
|
|
Глубина обработки трещины, мм |
До 38 |
|
|||
|
|
|
|
Ширина об- |
|
минимальная,мм |
От 12 |
|
|
|
|
|
|
работки |
|
максимальная,мм |
До 50 |
|
|
|
|
|
|
трещины, мм |
|
||||
|
|
|
|
Двигатель |
|
|
|
Kohler |
|
|
|
|
|
Мощность двигателя, л.с. |
25 |
|
|||
|
|
|
|
Тип топлива |
|
|
|
Бензин |
|
|
|
|
|
Емкость топливного бака, л |
25 |
|
|||
12

При выполнении этой технологической операции необходимо, чтобы кромка, ограничивающая паз трещины, не имела повреждений асфальтобетона. Поэтому основным требованием при работе с раздельщиком трещин или нарезчиком швов является периодический осмотр режущего элемента, например алмазного диска, и в случае об-
Снаружения износа его нужно своевременно заменить. Дело в том, что повышенный износ диска не позволит сохранить кромку разделанной трещины без дефектов. Разрушение кромки не даёт возможность герметизировать трещ ну должным образом, что приводит к некачест- щинывенному выполнен ю всего цикла работ. Иллюстрация разделки тре-
пр ведена на р с. 12.
бА Рис. 12. РазделкаДтрещины
После разделки паза трещины из него необходимо удалить продукты износа, в том числе мелкие частицы. ВпоследствииИот качества выполнения этой операции зависят силы сцепления герметика со стенкой паза трещины, то есть адгезионная прочность. ля выполнения этой технологической операции применяются ручные шуровки и компрессор высокой производительности. Крупные продукты износа удаляются вручную, а компрессор позволяет тщательно очистить паз от пыли, появившейся в результате разделки, и удалить иные отложения, оставшиеся в глубине трещины.
Для повышения адгезии герметика и очищенного паза трещины его необходимо просушить и прогреть. Критерием достаточности прогрева и качества его выполнения служит появление на стенках трещины растопленного битума. Главным технологическим требова-
13

нием при выполнении этой операции является недопущение перегрева трещины. Дело в том, что перегревание полости трещины сопровождается выжиганием битума, что неминуемо приведёт к резкому понижению адгезии и дальнейшему разрушению покрытия вокруг трещины. Для выполнения этой операции могут применяться компрессоры, осуществляющие прогрев горячим воздухом, за рубежом такие механизмы называют тепловым копьем. Иллюстрация и технические характер ст ки одного из таких вариантов оборудования приведены в табл. 2.
|
характеристики |
|
Мощность двигателя, |
Таблица 2 |
|||
|
Техн ческ е |
теплового копья CrackJetII |
|
|
|||
С |
|
|
|
|
|
||
|
Общ й в д |
|
Наименование техниче- |
Вели- |
|||
|
|
|
ской характеристики |
чина |
|
||
|
|
|
Компрессор, м3 |
2,5 |
|
||
|
бА |
1538 |
|
||||
|
|
|
Температура, оС |
|
|||
|
|
|
Топливо |
|
|
Пропан |
|
|
|
|
л.с. |
|
|
33,7 |
|
|
|
|
Габариты, |
|
Длина |
1520 |
|
|
|
|
|
Ширина |
660 |
|
|
|
|
|
мм |
|
Высота |
910 |
|
|
|
|
|
|
|
||
|
|
|
Теплогене- |
|
Размер, |
1520 |
|
|
|
|
рирующий |
|
мм |
|
|
|
|
|
|
|
|
||
|
|
|
наконечник |
|
Масса, кг |
3,18 |
|
|
|
Для |
|||||
|
Подготовленный паз трещины заполняется герметиком. Такой |
||||||
|
процесс называют заливкой или герметизацией трещины. Для качест- |
||||||
|
венного выполнения этой операции в очищенную, просушенную и ра- |
||||||
|
зогретую полость разделанной трещины нужно немедленно подать |
||||||
|
специальный битумный герметик. |
выполнения операции приме- |
|||||
|
няют плавильно-впрыскивающую установку. |
ля понижения дина- |
|||||
мической нагрузки на шов и снижения прилипанияИгерметика к колесу проезжающего автомобиля необходимо стараться заполнить только внутреннюю полость трещины без перелива через край.
Сразу же после заполнения трещины герметиком сверху место ремонта засыпается смесью гранитного отсева с минеральным порошком или, в крайнем случае, песком. Преимущество смеси состоит в том, что она снижает текучесть герметика в первые секунды, что предотвращает стекание герметика по уклону дороги. Вторым не менее важным назначением смеси и песка является обеспечение требований, выдвигаемых к коэффициенту сцепления шины с покрытием.
14

Третьим предназначением присыпки смесью или песком является снижение прилипания герметика к колёсам проезжающих автомобилей. В результате этой операции на поверхности залитой трещины создается «пластырь», предохраняющий мастику от вытекания и воз-
|
действия шин автомобилей. |
|
|
|
|
|
С |
|
|
|
|
|
|
|
Иллюстрации технологических процессов заливки трещины и |
|||||
|
присыпки залитого места приведены на рис. 13 и 14. |
|
|
|||
|
и |
|
|
|
|
|
|
бА |
|
|
|||
|
Рис. 13. Заливка трещины |
Рис. 14. Присыпка залитой |
||||
|
мастикой |
|
|
трещины |
|
|
|
В настоящее время для герметизации трещин применяют совре- |
|||||
|
|
Д |
||||
|
менные заливщики, на базе которых смонтирован весь комплект обо- |
|||||
|
рудования, необходимый для санации. Один из таких заливщиков и |
|||||
|
его технические характеристики приведены в табл. 3. |
Таблица 3 |
||||
|
Технические характеристики заливщика CRAFCO EZ 1000 C |
|||||
|
Общий вид |
Технические |
Величи- |
|
||
|
характеристики |
на |
|
|||
|
|
|
||||
|
|
Масса, кг |
|
|
2500 |
|
|
|
Габариты |
|
лина, мм |
4850 |
|
|
|
|
Ширина, мм |
2310 |
|
|
|
|
|
|
Высота, мм |
2060 |
|
|
|
Наличие компрессора |
Да |
|
||
|
|
|
И |
|
||
|
|
Двигатель |
|
Isuzu |
||
|
|
Мощность двигателя, л.с. |
35,5 |
|
||
|
|
Тип топлива |
|
|
Дизель- |
|
|
|
|
|
ное |
|
|
|
|
|
|
|
|
|
|
|
Емкость топливного бака, л |
500 |
|
||
|
|
|
|
|
|
|
15
Из анализа описанных нами технологических операций следует, что основным материалом, необходимым для качественной санации трещин, является герметик, в качестве которого обычно используют битумную мастику. Поэтому выбору мастики необходимо уделять
внимание.
Стерист ки при выполнении входного контроля качества проверяются на предмет соответств я требованиям стандартов и нормативов в лаборатор ях стро тельного контроля (от заказчика) и операционного контроля (от подрядч ка). Для примера нами рассмотрен подбор мастики
В настоящее время выпускается большое количество мастик. По-
этому необходимо изучать область применения различных марок и техническ е характер стики, заявленные производителем. Эти харак-
из ассорт мента компан и ООО «Интек». В табл. 4 даны условия примедорожных маст к "Брит" марок БР (битумно-резиновые) и БП (би-
тумно-пол мерные). |
|
|
||
нения |
|
Таблица 4 |
||
Условия применения мастик «Брит» |
|
|||
Область пр менения |
ДКЗ |
Мастики "БРИТ" |
||
марок |
||||
|
|
|
||
Неразделанные трещин |
II–IV |
БР(БП)-Т-65 |
||
цементобе |
|
|
||
Разделанные швы и трещины в - |
II – III |
БР(БП)-Т-75 |
||
тоне и асфальтобетоне |
|
IV – V |
БР(БП)-Т-85 |
|
Продольные технологические трещины |
II–IV |
БР(БП)-Т-90 |
||
трещин на участках дорог II – V технических категорий необходимо применять мастики БР-Т-85 или БП-Т-85. В табл. 5 приведены техни-
А Из анализа данных табл. 4 следуетД, что для санации разделанных
ческие характеристики мастик «Брит». |
И |
||||||
|
Технические характеристики мастик «Брит» |
Таблица 5 |
|||||
|
|
|
|||||
Показатель |
|
Норма для мастик, герметизирующих «БР |
Т» марки |
|
|||
|
БР(БП)-T-65 |
БР(БП)-T-75 |
БР(БП)-T-85 |
БР(БП)-T-90 |
|
||
|
|
|
|||||
Температура раз- |
|
|
|
|
|
|
|
мягчения по КиШ, |
|
+65 |
+75 |
+85 |
|
+90 |
|
°С, не ниже |
|
|
|
|
|
|
|
Гибкость на |
|
|
|
|
|
|
|
стержне 10 мм, °С, |
|
– 30 |
– 30 |
– 20 |
|
– 20 |
|
не выше |
|
|
|
|
|
|
|
Пенетрация при |
|
|
|
|
|
|
|
+25 °С, мм –1, не |
|
90 |
110 |
80 |
|
80 |
|
более |
|
|
|
|
|
|
|
16

Ориентируясь на характеристики мастик БР-Т-85 или БП-Т-85 можно подобрать соответствующий им аналог и применить его для герметизации трещин.
Данные табл. 5 проверяются на предмет соответствия стандарту, после чего делается вывод об экономической целесообразности при- Собретения выбранной мастики. Приобретенная и поставленная партия мастики подвергается входному контролю, при котором показатели
техническ х характер стик проверяются в лаборатории.
Для качественного ремонта необходимо соблюдать все представ- цииленные нами требован я. Качество работ по заделке трещин оценивается в зуально. Все технологические дефекты герметизации трещины отчетл во в дны. Для примера на рис. 15 и 16 приведены иллюстра-
гермет зац трещ ны различного качества. бА
Рис. 15. НекачественнаяДгерметизация трещины
(трещина не разделана, герметик в пазе отсутствует)  И
И
Рис. 16. Трещина герметизирована, но отсутствует пластырь из отсевов щебня или песка
17
Традиционная технология заделки выбоин картами основана на применении горячей, холодной и литой асфальтобетонной смесей.
равнивая асфальтобетонные смеси, применяемые при ремонте покрытия картами, отметим, что наибольшее распространение получили горячие и холодные смеси различных составов, которые подби-
Сраются в лаборатории и утверждаются рецептом. Широкое применение таких асфальтобетонных смесей объясняется наличием в дорожной отрасли асфальтобетонных заводов способных готовить холодные и горяч е смеси в требуемом качестве, а также доступностью прищебня‚ песка‚ м нерального порошка‚ битума и различных поверхно- стно-акт вных веществ, используемых в качестве исходных материалов. Другая пр ч на ш рокого применения асфальтобетонных смесей
ремонте покрыт й заключается в большом опыте выполнения асфальтобетонныхбАра от, в то время как современные альтернативные методы ремонта осва ваются медленно.
Выб рая между холодной и горячей смесью ремонта картами необход мо руководствоваться тем, что параметры прочности горячего асфальтобетона‚ пр готовленного на вязком битуме‚ в 2–3 раза выше, чем холодного. Поэтому холодные смеси применяют для ремонта покрытий дорог III–IV категорий, а горячие – используют для устройства карт на дорогах олее высоких категорий. Исключение составляют холодные смеси, приготовленные на эмульсиях из высокосортных или полимерных битумов. ТакиеДсмеси хорошо себя показали при ремонте асфальтобетонных покрытий дорог всех технических категорий в разных дорожно-климатических зонах. Литые смеси, как и горячие, применяют при ремонте покрытий дорог I–II категорий.
Тем не менее в ряде случаев ремонта покрытий горячей асфаль-
–плохую, некачественную подготовку картыИремонта;
–доставку горячей смеси в транспортных средствах, не приспособленных для сохранения тепла;
–несоблюдение правил укладки смеси, которая происходит на мокрую или неподгрунтованную поверхность.
В связи с этим, описывая технологию ремонта покрытий горячей асфальтобетонной смесью, заострим внимание на отдельных технологических операциях.
18
Прежде всего отметим, что при работе с горячими асфальтобетонными смесями необходимо соблюдать требования П 78.13330.2012 [7] и ОДМ [5], регламентирующие правила приготовления, транспортирования, укладки и уплотнения этого материала. Укладка горячей асфальтобетонной смеси допустима только в сухую погоду при температуре окружающего воздуха весной и летом не ниже 5 о , а осенью температура воздуха должна быть не ниже 10 оС [7, п. 12.3.1]. Работы с горячей асфальтобетонной смесью при более
низких температурах допускаются, но с выполнением ряда специальных требован й условий, как к составу смеси, так и к технологии производства работ. При производстве работ с применением горячей
С |
|
|
о |
|
асфальтобетонной смеси в диапазоне температур от 0 до 5 С, необхо- |
||||
димо |
соблюдать |
комплекс |
требований, |
оговоренных |
заний [8]. выбоины
П 78.13330.2012 [7, п. 12.3.1], а при температурах выше –10 оС нуж-
но руководствоваться тре ованиями специальных методических ука-
В самом простом случае технология ремонта картами состоит в
последовательном выполнении 7 операций: |
||
1. |
А |
|
Очистка поверхности от пыли, грязи и удаление влаги. |
||
2. |
Разметка границ ремонта |
прямыми линиями, которые |
проводят вдоль и поперек ее осей, но с обязательным захватом покрытия возле вы оины на 3 - 5 см. В случае ремонта дефектного мес-
3. Изготовление карты ремонтаД, заключающееся во фрезеровании асфальтобетона по очерченному контуру на всю глубину выбоины, но не менее чем на толщину необходимую для качественного уплотнения смеси в карте ремонта. При этом боковые стенки должны быть вертикальными.
та с частыми выбоинами, расположенными близко друг к другу, их объединяют одним контуром или картой. Захват покрытия возле выбоины на величину 3 – 5 см является обязательным. ело в том, что
вблизи краев выбоины асфальтобетон имеет повреждения структуры.
Поэтому такой асфальтобетон необходимо удалить. И
4. Очистке дна и стенок карты ремонта от мелких кусков, крошек и пыли.
5. Обработка дна и стенок карты ремонта тонким слоем горячего битума или битумной эмульсии.
6. Заполнение подготовленной карты ремонта ремонтным материалом слоями по 5 – 6 см с учетом коэффициента запаса на уплотнение. При небольших размерах выбоин распределение и выравнивание
19
смеси выполняют вручную, а на больших ремонтируемых участках площадью более 20 – 25 м2 рекомендуется использовать небольшой тротуарный асфальтоукладчик с регулируемой шириной укладки смеси в пределах 1 – 2 м. Коэффициент запаса на уплотнение для горячих асфальтобетонных смесей, укладываемых вручную, составляет
С1,25 – 1,3, а при укладке укладчиком 1,1 – 1,15 [7, п. 12.3.6]. 7. Уплотнение уложенной смеси.
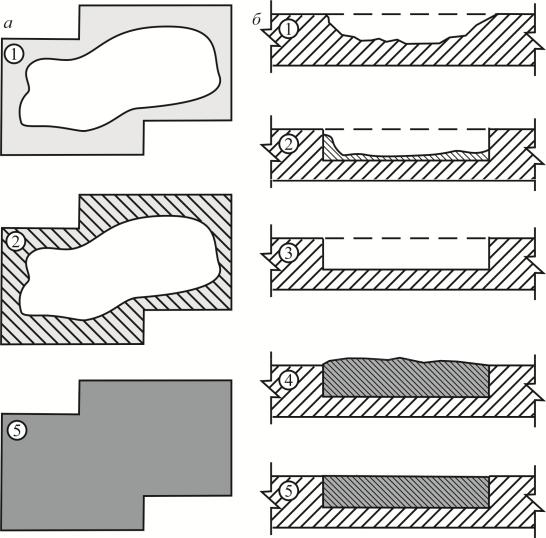
хема заделки выбоин представлена на рис. 17.
и бА Д
Рис. 17. Схема заделки выбоины: а – план картыИремонта; б – разрез карты ремонта; 1 – разметка выбоины; 2 – удаление поврежденного асфальтобетона; 3 – смазка поверхности выбоины битумным материалом;
4 – заполнение выбоины асфальтобетонной смесью; 5 – уплотнение асфальтобетонной смеси
Уплотнение горячей асфальтобетонной смеси в карте ремонта является важнейшей технологической операцией, от качественного
20
выполнения которой зависит срок службы выполняемого ремонта и эффективность затраченных средств. Многочисленные данные строительного контроля показывают, что коэффициент уплотнения асфальтобетона в местах ямочного ремонта в большинстве случаев не превышает 0‚95–0‚96‚ а по нормативным документам в верхних слоях покрытий из высокоплотных и плотных смесей типов А и Б он дол-
жен быть не ниже 0‚99 [7, п. 12.5.3].
Для качественного уплотнения горячей асфальтобетонной смеси в картах ремонта необходимо правильно подбирать уплотняющие
средства |
эффект вно их использовать. Соблюдать все технологиче- |
ские прав |
ла рекомендации, разработанные с учетом особенностей |
С |
|
выполнен я этой операции при ремонтных работах. Качественное уп- |
|
лотнен е асфальто етона до норм плотности позволит повысить прочность матер ала‚ его устойчивость и продолжительность службы
либо ные катки весом 6 тсАи олее‚ ли о самодельные ручные одновальцо-
мест заделки вы о н. |
|
|
|
Зачастую |
уплотнении горячей смеси в картах ремонта до- |
||
при |
|
||
рожники пр меняют |
меющиеся у них средства уплотнения. Такими |
||
средствами уплотнен |
я являются |
статические или вибрацион- |
|
вые статические катки (до 20–50 кгс). Те и другие не позволяют качественно уплотнить смесь в карте ремонта. От применения легких самодельных катков имеет место недоуплотнение‚ а от применения тя-
желых катков возникает разрушениеДслоя, сопровождаемое поверхностными трещинами‚ сдвигами и другими дефектами.
Правильный выбор средства уплотнения обуславливается размером ремонтируемой карты. Уплотнение смеси в изолированных одна от другой картах площадью 0,2 – 1 м2 производят с помощью трамбовки массой 12–16 кг или предварительноИнагретыми ручными металлическими катками. Смесь уплотняют от краев к середине карты ремонта. При уплотнении горячей асфальтобетонной смеси в небольших картах ремонта можно использовать небольшую вибротрамбовку массой 50–70 кг. При ремонте небольших по площади (до 2–3 м2) карт наиболее целесообразны самоходные виброплиты с ручным управлением весом 60–160 кг‚ снабженные специальным оросителем (водоразбрызгивателем) подошвы рабочей плиты‚ и малогабаритные виброкатки весом около 1–3 т‚ пригодные для больших ремонтных площадей.
В табл. 6 приведены иллюстрация и технические характеристики ручных вибрационных трамбовок.
21

|
|
|
|
|
Таблица 6 |
|
|
Технические характеристики ручных вибрационных трамбовок |
|||||
|
Общий вид |
Техническая характеристика |
Величина |
|
||
|
|
Марка трамбовки |
|
|
Wacker BS 50-2 |
|
|
|
Рабочая масса, кг |
|
|
58 |
|
|
|
Марка двигателя |
|
|
WM 80 |
|
|
|
Мощность двигателя, л.с. |
|
2,2 |
|
|
|
|
Емкость топливного бака, л |
3 |
|
||
|
|
Габариты |
Длина, мм |
690 |
|
|
|
|
Ширина, мм |
380 |
|
||
|
|
|
Высота, мм |
990 |
|
|
|
Тип |
|
|
4s |
|
|
С |
Глубина уплотнения, мм |
|
До 100 |
|
||
пяты трамбовки |
|
Прямоугольная |
|
|||
Размер пяты |
Ширина, мм |
250 |
|
|||
|
|
|
||||
|
|
Длина, мм |
337 |
|
||
|
|
|
|
|||
|
|
Ра очий ход пяты, мм |
|
64,3 |
|
|
|
|
Марка трам овки |
|
|
Wacker BS 50- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ра очая масса, кг |
|
|
62 |
|
|
|
Марка двигателя |
|
|
WM 90 |
|
|
|
Мощность двигателя, л.с. |
|
2,8 |
|
|
|
|
Емкость топливного бака, л |
3 |
|
||
|
|
|
|
|
|
|
|
|
Га ариты |
лина, мм |
675 |
|
|
|
|
Ширина, мм |
345 |
|
||
|
|
|
Высота, мм |
940 |
|
|
|
|
До |
|
|||
|
|
Глубина уплотнения, мм |
|
100 |
|
|
|
бА |
|
|
|||
|
|
Тип пяты трамбовки |
Прямоугольная |
|||
|
|
Размер пяты |
Ширина, мм |
280 |
|
|
|
|
лина, мм |
330 |
|
||
|
|
|
|
|||
|
|
Рабочий ход пяты, мм |
|
55 |
|
|
|
|
Марка трамбовки |
|
И |
|
|
|
|
|
|
Wacker BS 65V |
|
|
|
|
Рабочая масса, кг |
|
|
68 |
|
|
|
Марка двигателя |
|
|
WM 80 |
|
|
|
Мощность двигателя, л.с. |
|
2,5 |
|
|
|
|
Емкость топливного бака, л |
3 |
|
||
|
|
Габариты |
Длина, мм |
673 |
|
|
|
|
Ширина, мм |
343 |
|
||
|
|
|
Высота, мм |
965 |
|
|
|
|
Глубина уплотнения, мм |
|
До 100 |
|
|
|
|
Тип пяты трамбовки |
|
Прямоугольная |
|
|
|
|
Размер пяты |
Ширина, мм |
280 |
|
|
|
|
Длина, мм |
336 |
|
||
|
|
|
|
|||
|
|
Рабочий ход пяты, мм |
|
8 –81 |
|
|
22

В табл. 7 приведены иллюстрация и технические характеристики ручных виброплит с бензиновым двигателем.
|
|
|
|
|
|
|
Таблица 7 |
|
|
|
Технические характеристики виброплит |
||||||
|
Общий вид |
|
Наименование технической харак- |
Величина |
|
|||
|
|
теристики |
|
|
||||
|
|
|
|
|
|
|||
С |
|
Марка плиты |
|
|
HZR 80 (Honda) |
|
||
|
Рабочая масса, кг |
|
|
93 |
|
|||
|
Марка двигателя |
|
|
Honda GX 160 |
|
|||
|
Т п топлива |
|
|
|
Бензин |
|
||
|
Мощность двигателя, л.с. |
|
5,5 |
|
||||
|
Га |
|
Длина, мм |
1100 |
|
|||
|
|
Ширина, мм |
500 |
|
||||
|
|
|
|
|
Высота, мм |
950 |
|
|
|
|
|
Глу ина уплотнения, мм |
|
До 300 |
|
||
|
|
|
Размер основания |
Ширина, мм |
500 |
|
||
|
|
|
Длина, мм |
590 |
|
|||
|
ариты |
|
||||||
|
|
Марка плиты |
|
|
HZR 90 (Honda) |
|
||
|
|
|
Ра очая масса, кг |
|
|
98 |
|
|
|
|
|
Марка двигателя |
|
|
Honda GX 160 |
|
|
|
|
|
Тип топлива |
|
|
|
Бензин |
|
|
|
|
Мощность двигателя, л.с. |
|
5,5 |
|
||
|
|
|
Га ариты |
|
лина, мм |
1100 |
|
|
|
|
|
|
Ширина, мм |
500 |
|
||
|
|
|
|
|
Высота, мм |
950 |
|
|
|
|
|
|
До |
|
|||
|
|
|
Глубина уплотнения, мм |
|
300 |
|
||
|
|
бА |
|
|
||||
|
|
|
Размер основания |
лина, мм |
590 |
|
||
|
|
|
Марка плиты |
|
|
HUR-160(Honda) |
|
|
|
|
|
Рабочая масса, кг |
|
|
160 |
|
|
|
|
|
Марка двигателя |
|
И |
|
||
|
|
|
|
|
Honda GX270 |
|
||
|
|
|
Тип топлива |
|
|
|
Бензин |
|
|
|
|
Мощность двигателя, л.с. |
|
9,0 |
|
||
|
|
|
Габариты |
|
лина, мм |
1000 |
|
|
|
|
|
|
Ширина, мм |
500 |
|
||
|
|
|
|
|
Высота, мм |
1200 |
|
|
|
|
|
Глубина уплотнения, мм |
|
До 300 |
|
||
|
|
|
Размер основания |
Ширина, мм |
500 |
|
||
|
|
|
Длина, мм |
600 |
|
|||
|
|
|
|
|
|
|||
В табл. 8 приведены иллюстрации и технические характеристики катков, рекомендуемых для уплотнения горячей асфальтобетонной смеси в картах ремонта площадью 2–3 м2.
23

|
|
|
|
|
|
|
Таблица 8 |
|
Технические характеристики малогабаритных виброкатков |
||||||
|
Общий вид |
Техническая характеристика |
Величина |
||||
С |
Марка катка |
|
RD 27100 |
||||
Рабочая масса, кг |
|
2550 |
|||||
Диаметр вальца, мм |
|
700 |
|||||
Ширина вальца, мм |
|
1000 |
|||||
Мощность двигателя, л.с. |
33,7 |
||||||
Габари- |
Длина, мм |
|
2430 |
||||
Ширина, мм |
|
1100 |
|||||
ты |
|
|
|
|
|
||
Высота, мм |
|
2775 |
|||||
|
|
||||||
Линей- |
Статиче- |
|
спереди |
12,1 |
|||
ское, Н/мм |
|
сзади |
13,4 |
||||
|
|
ное |
|
|
|
|
|
|
|
Динамиче- |
|
спереди |
24,3 |
||
|
|
усилие |
|
||||
|
|
сзади |
35,0 |
||||
|
|
|
ское, Н/мм |
||||
|
и |
Марка катка |
|
JVR-1000 |
|||
|
Ра очая масса, кг |
|
900 |
||||
|
Двигатель |
|
DaeDong |
||||
|
|
Тип топлива |
|
Дизельное |
|||
|
|
Мощность двигателя, л.с. |
10 |
||||
|
|
Га ари- |
|
Длина, мм |
|
2650 |
|
|
|
|
Ширина, мм |
|
850 |
||
|
|
ты |
|
|
|
|
|
|
|
|
Высота, мм |
|
1300 |
||
|
|
|
|
|
|||
|
|
Диаметр вальца, мм |
|
410 |
|||
бА При подборе виброплит илиДвиброкатков следует стремиться к
тому, чтобы ширина вальца или плиты была меньше ширины ремонтируемого места. Иначе плита или валец катка будут вынуждено перемещаться по краям существующего покрытия, что будет препятствовать необходимому деформированию и тщательному уплотнению материала‚ находящемуся в карте ремонта. ЭтоИпрепятствие уплотнению усугубляется тогда, когда вследствие уплотнения поверхность уплотняемого материала сравняется с поверхностью существующего покрытия. Помимо соответствия размеров необходимо оценивать уплотняющую способность рабочей подошвы виброплиты, она определяется двумя показателями, к которым относят удельное статическое давление рабочей подошвы и динамичность вибрационного воздействия на смесь. Для предотвращения налипания асфальтобетонной смеси к подошве плиты она в передней части должна иметь систему смачивания.
Тяжелые‚ как правило‚ реверсивные виброплиты‚ имеющие больший вес‚ более высокую амплитуду колебаний (2–3 мм) при час-
24
тоте 40–80 Гц и большее статическое давление‚ используются в основном на уплотнении слоев и отсыпок из песка и щебня. На асфальтобетонной смеси их применять не следует, так как возможно ее разрушение.
Не менее полезными и эффективными для уплотнения асфальтобетонной смеси являются малогабаритные вибрационные катки. Такие катки могут быть одновальцовыми и двухвальцовыми, могут иметь управлен е пеш м оператором или машинистом. Такие катки
наряду с трамбовками |
виброплитами широко используются во всем |
||
мире. |
|
|
|
При подборе в брационного катка для уплотнения смеси в карте |
|||
С |
|
|
|
ремонта следует уч тывать, что‚ как правило, смесь раскладывается |
|||
вручную ли малога аритным укладчиком без предварительного уп- |
|||
лотнен я трамбующ м |
русом. Поэтому в карте ремонта смесь, уло- |
||
женная вручную |
ли малым укладчиком, имеет более низкую началь- |
||
ную плотность (коэфф |
|
уплотнения не более 0‚75–0‚80)‚ чем |
|
циент |
|
||
при устройстве покрыт й на дорогах большими укладчиками, снаб- |
|||
женными в |
онной плитой с трамбующим брусом или с прес- |
||
сующей планкой. |
|
|
|
брац Вследствие этогоАна начальной стадии уплотнения малогабарит-
ный виброкаток должен о ладать меньшим статическим и динамическим силовым воздействием на смесь‚ чем большой каток, следую-
не более 4–6 см. Для их уплотненияДнужны менее интенсивные нагрузки, чем для крупнозернистых и многощебенистых жестких смесей.
щий за укладчиком при асфальтировании больших площадей в условиях строительства слоев. В противном случае возможно появление дефектов на поверхности укатки (трещины‚ сдвиги‚ прорези).
При заделке выбоин чаще всего используются более технологич-
ные мелкозернистые или даже песчаные смеси‚ укладываемые слоями И
Все это обусловило целесообразность и необходимость иметь на малогабаритном катке помимо статического еще один вибрационный
режим уплотнения, но более слабый, чем у крупных вибрационных катков. Следует заметить, что величина или интенсивность вибрационного уплотняющего воздействия катка зависит от веса колеблющегося вальца и рамы (пригруза)‚ размеров вальца (ширина‚ диаметр)‚ амплитуды и частоты его колебаний‚ жесткости амортизаторов и других факторов. Зависит она и от жесткости реактивного отпора уплотняемого материала, характеризуемого параметрами деформируемости
25
смеси (модулем продольной упругости, коэффициентом Пуассона). Эти параметры определяются типом асфальтобетонной смеси (пластичная, песчаная или жесткая, щебенистая)‚ ее состоянием (температура‚ плотность) и толщиной слоя (варьируется от 3–4 до 8–10‚ а иногда до 15–18 см). Очень большое влияние оказывают температура и
Сплотность смеси, которые в процессе уплотнения все время изменяются. Это затрудняет и усложняет технологический процесс выполнения операц уплотнения. По этой причине прочность смеси может
возрастать в 3–4 раза, а модуль деформации – до 5–8 раз. скиеНе рекомендуется подбирать статические и вибрационные катки
и оцен вать х уплотняющую способность по общему весу или линейному давлен ю‚ так как возможны технологические и практиче-
ош бки, осо енно при применении вибрационных катков.
давлен ям, возн кающ м под вальцом статического или динамического (в брац онного) катка и которые обеспечивают уплотняющее деформ рован е смеси.
Используя параметры ви рационных трамбовок, виброплит и малогабаритных катков, можно укомплектовать специализированный отряд по ямочному ремонту аналогичными уплотнителями. Это позволит обеспечить качественное уплотнение асфальтобетонной смеси
до коэффициента уплотнения 0,99.
Более бАправ льно под ирать каток по сжимающим контактным
технология. Д Струйно-инъекционная холодная технология заделки выбоин яв-
1.2. Ремонт с применением струйно-инъекционныхтехнологий
Другим широко распространенным в настоящее время вариантом
ремонта дорожных одежд является струйно-инъекционная холодная И
ляется сейчас одной из наиболее передовых и прогрессивных, хотя в некоторых странах Европы и в Америке она применяется уже давно. Суть ее состоит в том, что все необходимые операции выполняются
рабочим органом одной машины (установки) самоходного или прицепного типа. В начале в России применялись машины зарубежного производства Savalco (Швеция), «Раско», «Дьюра Петчер», «Блоу Петчер» и др. [9]. Позднее появились аналогичные машины российского производства в виде прицепного оборудования – пломбировщика марки БЦМ-24 и УДН-1 [9]. Ремонт выбоин инъекционным методом выполняют с применением катионной эмульсии.
26
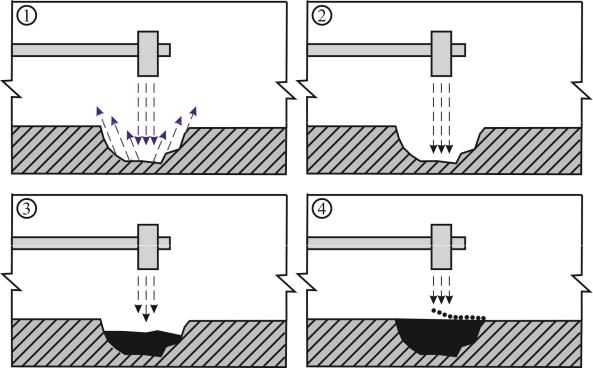
В общепринятом понимании струйно-инъекционная холодная технология включает в себя четыре этапа, проиллюстрированные на рис. 18.
Си
Рис. 18.бАЭтапы заделки вы оины струйно-инъекционным способом:
1 – очистка выбоины воздухом; 2 – подгрунтовка дна и стенок выбоины битумной эмульсией; 3 – заделка выбоины литой эмульсионно-минеральной смесью; 4 – сухая подсыпкаДкаменной мелочи
В первых работах, посвященных развитию этой технологии, сообщалось, что при подготовительных работах разделка покрытия под карту ремонта не требуется. При этом предполагалось, что эмульсия, имея сравнительно малую вязкость, легко проникаетИв повреждения асфальтобетона, образующиеся на расстоянии 3 – 5 см от края выбоины, и залечивает эти дефекты структуры. Поэтому ряд авторов единодушно высказывают мнение о том, что подготовка выбоины к ремонту сводится только к ее тщательной очистке от пыли, мусора и влаги и к обработке поверхности выбоины битумной эмульсией, а операции обрезки, разлома или фрезерования асфальтобетона вокруг выбоины в этой технологии может не производиться [9, п. 13.4].
По мере накопления опыта применения данной технологии специалисты пришли к пониманию того, что диапазон значений вязкости битумной эмульсии, при которых она способна проникать в дефекты асфальтобетона, расположенного в областях, примыкающих к выбои-
27
не сравнительно мал. В реальных условиях такую вязкость эмульсии сложно обеспечить. Поэтому ряд специалистов подчеркивают необходимость фрезерования асфальтобетона вокруг выбоины.
Очистка выбоины выполняется струей сжатого воздуха или методом всасывания. Подгрунтовку выполняют эмульсией, подогретой до 60–75 ° .
ама заделка выбоины осуществляется посредством ее заполнения мелк м щебнем, предварительно обработанным битумной эмуль-
сией в камере смешен я машины. За счет вовлечения и подачи щебня |
|
воздушной струей его укладка в выбоину происходит с высокой ско- |
|
ростью, что обеспеч вает хорошую его упаковку (уплотнение), прак- |
|
С |
|
сключающую нео ходимость в дополнительном использо- |
|
вании в бропл т |
в рокатков. |
Для ямочного ремонта по струйно-инъекционной холодной тех- |
|
нологии рекомендуется использовать чистый мелкий щебень фракции |
|
5–10 (15) мм |
ыстрораспадающуюся катионную (для кислых ка- |
тически |
|
менных пород, напр мер, гранита) или анионную (для основных ка- |
|
менных пород, |
например, известняка) битумную эмульсию |
60-процентной концентрации. |
|
Обязательным условием качественного ремонта является обеспе- |
|
чение адгезии битума к ще ню и времени распада эмульсии‚ которое |
|
не должно превышать 15–20 мин. Эти параметры определяют в лабо- |
|
бА |
|
казанных на рис. 1.18, до 6 этаповД, из которых четыре этапа являются обязательными, а два рекомендуемыми, способствующими улучшению качества работ.
ратории при входном контроле. В случае несоответствия указанных параметров техническим требованиям следует внести коррективы в состав эмульсии с вводом адгезионных добавок.
В настоящее время работы по заделке выбоин с применением
струйно-инъекционной технологии включают в себя от четырех, по- И
Наиболее часто применяемая технология включает в себя четыре этапа [9, п. 13.4], подразделяющиеся на технологические операции, состоящие в следующем:
1. Подготовка выбоины к ремонту.
1.1.Фрезерование краев выбоины.
1.2.Освобождение выбоины от продуктов износа от фрезерования, к которым относят куски асфальта и зерна щебня.
28
1.3. Удаление пыли. Эта операция выполняется при помощи основной машины, позволяющей очистить ремонтируемое место от пыли, грязи, илистых отложений.
1.4. При необходимости выполняется просушивание и прогрев |
||
выбоины. Эту операцию можно выполнить тепловым копьём CrackJet |
||
С |
|
|
компании KM International США. Общий вид и технические характе- |
||
ристики теплового копья CrackJetII приведены в табл. 2. |
||
2. |
Подгрунтовка. Выполняется основной машиной путем розлива |
|
битумной эмульс |
по месту ремонта. |
|
битумной |
||
3. |
Заполнен е места ремонта. Выполняется основной машиной и |
|
состоит в россыпи мелкого щебня, который предварительно обрабо- |
||
тан |
эмульс ей в камере смешения машины. |
|
4. |
Пр сыпка поверхности нео работанным щебнем. Эта операция |
|
также выполняется основной машиной. |
||
Пом мо эт х |
язательных этапов ремонта трещин и выбоин не- |
|
которые спец ал сты рекомендуют еще две технологические опера- |
||
ции. |
|
|
5. |
Россыпь по поверхности отремонтированного места смеси ми- |
|
|
|
А |
неральногобпорошка с отсевами гранитного щебня. Эта операция не предусматривается ни производителями техники, ни нормативными документами, но рекомендуется специалистами США. Необходимость этой операции состоит в том, что добавление минерального ма-
териала значительно сокращаетДпериод распада эмульсии и делает поверхность менее пористой.
6. Уплотнение. Данная операция также никем и ничем не предусматривается, но имеет весьма положительный эффект. Например, при работе с трещинами в нее с усилием в несколько тонн вдавливается щебень в трещину. Без уплотнения слойИсоздаётся над трещиной, в котором со временем появляется отраженная трещина. Во время дождя эта трещина наполняется водой, а вследствие гидравлического удара разбивается под движением автомобиля. При работе с ямами уплотнение необходимо по тем же причинам. Также при уплотнении виброплитами происходит более тщательное смешивание эмульсии с минеральным материалом. В этом случае ускоряется химическая реакция по распаду эмульсии и на поверхность выдавливается освободившаяся вода.
Технические характеристики машин для заделки выбоин струй- но-инъекционным методом приведены в табл. 9.
29

|
|
|
|
|
|
|
|
|
Таблица 9 |
|||
|
Технические характеристики машин для заделки выбоин |
|
|
|||||||||
|
|
|
струйно-инъекционным методом |
|
|
|
|
|||||
|
Общий вид |
|
|
Наименование технической ха- |
|
|
Величина |
|
||||
|
|
|
|
рактеристики |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|||
|
1 |
|
|
|
|
2 |
|
|
3 |
|
||
|
|
|
|
|
Марка |
|
|
|
|
|
БЦМ-24.3 |
|
|
|
|
|
|
Тип прицепа |
|
Двухосный |
|
||||
|
|
|
|
|
Полная масса прицепа.кг |
|
|
4790 |
|
|||
|
и |
|
Емкость цистерны с эмульсией, л |
|
|
1000 |
|
|||||
|
|
Высота расположения распыли- |
|
|
0 – 1250 |
|
||||||
|
|
теля.мм |
|
|
|
|
|
|
||||
С |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
Габариты |
|
|
Длина, мм |
|
|
4670 |
|
||
|
|
|
|
|
Ширина, мм |
|
|
2500 |
|
|||
|
|
|
|
|
|
|
|
Высота, мм |
|
|
2130 |
|
|
|
|
|
|
Марка |
|
|
|
|
|
ЭД-205П |
|
|
Габариты |
|
|
|
|
двухосный |
|
|||||
|
|
|
|
|
Тип прицепа |
|
|
|||||
|
|
|
|
|
Полная масса прицепа.кг |
|
|
3010 |
|
|||
|
|
|
|
|
Емкость цистерны с эмульсией, л |
|
|
1000 |
|
|||
|
|
|
|
|
|
|
Длина, мм |
|
|
4300 |
|
|
|
|
|
|
|
|
|
Ширина, мм |
|
|
2200 |
|
|
|
|
|
|
|
|
|
Высота, мм |
|
|
1950 |
|
|
|
|
|
|
|
Вертикальный ход манипулятора |
|
|
1,0 |
|
|||
|
|
|
|
|
над полотном, м |
|
|
|
||||
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
Вертикальный ход манипулятора |
|
|
0,2 |
|
|||
|
|
|
|
|
ниже уровня полотна, м |
|
|
|
||||
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
Марка |
|
|
|
|
ЭД-205М-6 |
|
|
|
|
|
|
|
Д |
|
2700 |
|
||||
|
|
|
|
|
Полная масса установки, кг |
|
|
|
||||
|
|
А |
|
|
|
|
||||||
|
|
|
|
Кол-во частей, шт. |
|
|
2 |
|
||||
|
|
|
|
|
Кузов для |
|
Объем, м3 |
|
|
4 |
|
|
|
|
|
|
|
щебня |
|
Подача |
|
|
Шнек |
|
|
|
|
|
|
|
Емкость цистерны эмульсии, л |
|
|
1400 |
|
|||
|
|
|
|
|
|
|
И |
|
||||
|
|
|
|
|
Минимальная мощность двига- |
|
|
280 |
|
|||
|
|
|
|
|
теля, кВт |
|
|
|
|
|
|
|
|
|
|
|
|
Радиус работы, м |
|
|
4,5 |
|
|||
|
|
|
|
|
Марка |
|
|
|
|
ЭД-205М- |
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Полная масса установки, кг |
|
|
2500 |
|
|||
|
|
|
|
|
Кузов для |
|
Кол-во частей, шт. |
|
|
2 |
|
|
|
|
|
|
|
|
Объем, м3 |
|
|
4 |
|
||
|
|
|
|
|
щебня |
|
|
|
|
|
|
|
|
|
|
|
|
|
Подача |
|
|
Шнек |
|
||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Емкость цистерны эмульсии, л |
|
|
1200 |
|
|||
|
|
|
|
|
Минимальная мощность двига- |
|
|
280 |
|
|||
|
|
|
|
|
теля, кВт |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Радиус работы, м |
|
|
4,5 |
|
|||
30