

Производственный и технологический процессы производства мебели.
Технологический процесс изготовления корпусной мебели включает три основных вида производственных операций в следующей последовательности:
1. раскрой плиты на детали
2. сверление соединительных отверстий
3. облицовывание кромочным материалом кромок деталей [7, 137].
Если древесностружечные плиты, прежде чем стать готовой деталью должны пройти все три вида названных операций, то древесноволокнистые плиты будут проходить только одну операцию, это раскрой. Две остальные операции не нужны, так как деталь из ДВП уже будет готова для сборки мебели. Существующее оборудование специализированно для каждой из приведенных технологических операций. Поэтому в технологическом процессе будут задействованы три вида деревообрабатывающего оборудования.
Прежде чем приступить к распилу древесностружечной плиты, нужно осуществить оптимальный раскрой плит, то есть расположить так детали по поверхности ДСП, чтобы получить наименьшее количество отходов. После раскроя плиты на детали, можно приступать к следующей операции. Определив, какие соединительные детали будут использоваться для каждого вида офисной мебели, необходимо также определить для каждой детали расположение соединительных отверстий.
Заключительным этапом в технологическом процессе, после сверления соединительных отверстий, является операция по облицовыванию только тех кромок деталей, которые не соприкасаются друг с другом или с полом. В основу технологического процесса облицовывания кромок деталей положено наклеивание полосового кромочного материала на торцевую часть движущейся детали. Весь кромочный материал делится на два вида: с нанесенным клеем и безклеевой. Существует два способа облицовывания: метод "горячее-холодное" с использованием кромочного материала без клея, когда жидкий клей-расплав наносят на кромку детали, и метод "холодное-горячее", когда для облицовывания используется кромочный материал с уже нанесенным слоем клея-расплава, разогреваемого горячим воздухом непосредственно перед контактом кромочного материала с облицовываемой кромкой.
В технологическом процессе облицовывания используют различные кромочные материалы: мебельная пленка, кромочный пластик, пленка поливинилхлоридная (ПВХ) и бумажно-слоистый пластик (БСП). Какой кромочный материал использовать зависит от выбранной модели мебели. В нашем производстве мы будем использовать ламинированный кромочный материал, имеющий такой же цвет, что и поверхность ДСП.
Кроме того, в производственном процессе задействованы еще два вида вспомогательного оборудования. Это станок для заточки режущего инструмента, а также пылеулавливающий агрегат, который выполняет операцию по удалению продуктов резания из зоны обработки деревообрабатывающих станков.
Раскрой древесных материалов. Схемы раскроя.
Раскрой древесных материалов (пиломатериалов, фанеры, столярных, древесностружечных и древесноволокнистых плит) на заготовки — одна из первых стадий технологического процесса деревообрабатывающего производства.
Древесные материалы на крупных предприятиях раскраивают в раскройных цехах. На средних и небольших предприятиях раскройный участок (отделение входит в состав укрупненного деревообрабатывающего цеха.
Понятие о заготовках. Заготовками называют отрезки древесных материалов определенных размеров и формы, из которых при дальнейшей механической обработке получают детали.
Заготовки, получаемые в раскройном цехе при раскрое материала пилами, будут называться черновыми заготовками. По размерам черновые заготовки могут быть одинарными и кратными. Одинарная заготовка имеет размеры, позволяющие получить из нее только одну деталь. Из кратной заготовки можно получить несколько деталей по толщине, ширине или длине.
Заготовки из пиломатериалов подразделяют на брусковые и досковые. В брусковой заготовке ширина не больше двойной толщины, в досковой — ширина больше двойной толщины. Заготовки из плит и фанеры называют щитовыми заготовками.
Размеры черновой заготовки, даже одинарной, всегда больше размеров детали. Разность между размерами заготовки и размерами получаемой из нее детали называется припуском заготовки на обработку. Необходимость припуска объясняется тем, что при изготовлении детали из заготовки при механической обработке часть материала будет удалена.
Заготовки из пиломатериалов должны иметь припуски по толщине, ширине и длине, потому что при выработке деталей они обрабатываются со всех сторон.
Для заготовок, вырабатываемых из плит и фанеры, припуски на обработку даются только по длине и ширине, так как плиты и фанера имеют стандартную толщину. Возможны случаи, когда припуски по длине и ширине заготовок не предусматриваются, например в заготовках для филенок, вставляемых в пазы.
Если раскраивается сырой материал, то в размеры заготовок должны быть включены не только припуски на обработку, но и припуски на усушку. В размерах кратных заготовок должны быть еще учтены дополнительные припуски на раскрой (деление) кратных заготовок на одинарные.
Правильный выбор размера припуска имеет огромное экономическое значение. Если припуски взяты больше нормы, то кроме перерасхода древесины увеличатся время обработки заготовок, расход электроэнергии, величина погрешностей обработки, ухудшится качество деталей. Явно заниженные припуски также нежелательны, так как увеличивается вероятность получения брака (непрострожка, заниженная длина), усложняются работы по наладке и настройке станков и инструментов.
Общий припуск на обработку складывается из операционных припусков. Операционных припусков будет столько, сколько операций проходит заготовка в процессе превращения ее в деталь. Припуски на механическую обработку пиломатериалов и заготовок регламентированы ГОСТ 7307—75.
Объемный выход заготовок. Раскрой древесных материалов — важная стадия технологического процесса в деревообрабатывающем производстве. От раскроя зависит, какие заготовки и в каком количестве пойдут в дальнейшую обработку. Из одной и той же доски или плиты можно получить разное количество заготовок различных размеров и качества. Раскрой необходимо производит только на заготовки нужных размеров, при этом следует стремиться получить их как можно больше и более высокого качества. Получение наибольшего объемного выхода заготовок — главная задача раскроя. Под объемным выходом заготовок понимают отношение объема полученных заготовок к объему раскроенного материала, выраженное в процентах.
В себестоимости заготовок стоимость самой древесины составляет около 80 %. Увеличение объемного выхода заготовок только на 1 % равноценно увеличению производительности участка раскроя в 1,5 раза. Однако получение высокого выхода заготовок нужного качества — далеко не простая задача, особенно при раскрое пиломатериалов или фанеры низких сортов. В них содержится много пороков, которые не допускаются в заготовках и поэтому должны быть вырезаны при раскрое. В этом случае особенно трудно получить длинные заготовки.
Существует несколько способов и схем раскроя древесных материалов на заготовки, которые дают различные результаты по выходу.
Способы и схемы раскроя. Раскрой материалов может быть групповым и индивидуальным. При групповом раскрое все доски или плиты раскраивают по одной и той же схеме без учета качества материала. Групповой раскрой можно производить на многопильных станках или одновременно по нескольку штук (пачками) на однопильных станках. Он применим тогда, когда качество раскраиваемого материала совпадает с качеством вырабатываемых заготовок и отпадает необходимость вырезать пороки древесины или когда размеры вырабатываемых заготовок небольшие. Групповым способом раскраивают пиломатериалы и листы фанеры высших сортов, а также все древесные плиты, имеющие примерно одинаковое качество по всей поверхности.
При индивидуальном р а с к р о е для каждой доски или листа фанеры выбирают наиболее выгодную схему в зависимости от качества древесины и расположения пороков. Такой способ раскроя затрудняет механизацию и автоматизацию, повышает трудовые затраты, но при невысоком качестве раскраиваемого материала и жестких требованиях к качеству заготовок он повышает выход заготовок по сравнению с групповым раскроем на 5...7 %.
Выход заготовок, особенно при раскрое материала низких сортов, во многом зависит от применяемой схемы раскроя. Различают три принципиальные схемы раскроя пиломатериалов на прямолинейные заготовки (рис. 102, I, II и III).
По первой схеме доску сначала распиливают вдоль на рейки или бруски шириной, равной ширине заготовок. Затем их торцуют на отрезки длиной, равной длине заготовок, удаляя при этом недопустимые пороки древесины. Раскрой по первой схеме называют продольно-поперечным. Эта схема дает хорошие показатели по выходу заготовок, особенно длинных. Для размещения оборудования по этой схеме требуются дополнительные площади, так как на обеих операциях (поперечный и продольный раскрой) приходится иметь дело с длинными досками.
По второй схеме доску сначала распиливают поперек на отрезки, равные длине той или иной заготовки, вырезая при этом по всей ширине доски пороки, не допустимые в заготовках. Затем отрезки распиливают вдоль на заготовки нужной ширины. Раскрой по второй схеме называют поперечно - продольным. Эта схема менее выгодна, чем первая. Выход заготовок, особенно длинных, будет меньше за счет больших отходов здоровой древесины вместе с удаляемыми пороками. Только при раскрое узких необрезных досок, имеющих, как правило, большую кривизну по кромке, второй схеме можно отдать предпочтение перед первой.

Однако вторая схема имеет пока наибольшее распространение в промышленности.
Третья схема представляет собой комбинацию первых двух. По этой схеме доску сначала распиливают поперек без вырезки пороков. При этом стремятся получить наиболее длинные отрезки. Затем отрезки распиливают вдоль на заготовки нужной ширины. Имеющиеся недопустимые пороки в некоторых заготовках вырезают при дополнительной торцовке или продольной опиловке заготовок. При этом размеры заготовок уменьшаются соответственно по длине или ширине. При правильном применении третья схема позволяет получить высокий выход заготовок. Она лишена недостатков первой и частично второй схем.
Объемный выход заготовок при любой схеме раскроя пиломатериалов может быть повышен включением в технологический процесс дополнительных операций: предварительной разметки и строжки- калибровки досок перед раскроем. Введение дополнительных операций несколько удорожает стоимость раскроя за счет увеличения числа станков, рабочих и производственной площади, но получаемая экономия древесины перекрывает это удорожание. Так, при внедрении разметки досок перед раскроем выход заготовок увеличивается на 9 %, а при внедрении строгания и разметки— на 12 %. Внедрение в процессы раскроя предварительного строгания способствует также лучшему использованию получающихся при раскрое короткомерных отрезков, их можно сразу же пускать на склеивание по длине.
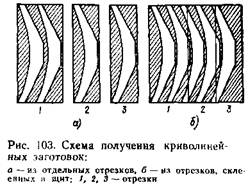
Схемы раскроя материалов на криволинейные заготовки имеют свои особенности. Раскрою должна предшествовать разметка материала, которую производят шаблонами-заготовками, накладываемыми на материал и очерчиваемыми. Применяют следующие схемы раскроя материала на криволинейные заготовки:
поперечный раскрой досок на отрезки длиной, равной длине заготовок, — разметка отрезков на заготовки — выпиливание заготовок;
разметка досок на заготовки — выпиливание заготовок; поперечный раскрой досок на отрезки — вырезка дефектов и опиловка кромок — фугование кромок — склеивание отрезков в щиты — разметка щитов на заготовки — выпиливание заготовок.