

3.1. Киснево-конвертерне отримання сталі
Сутність конвертерного отримання сталі, запропонованого Бесемером в 1856 p., полягає в продуванні стисненим повітрям під тиском 0,2—0,25 МПа розплавленого чавуну, що знаходиться в спеціальній грушовидній посудині (конвертері). Була отримана сталь, але дуже низької якості тому, що кисла футеровка конвертера з динасової цегли виключала використання флюсів для вилучення фосфору і сірки.
В 1878 р. Сідней Томас застосував конвертер з основною (доломітовою) — футеровкою. Це дозволило використати флюси, але і тут не виключалось насичення сталі азотом. Цей спосіб отримав застосування при переробці високофосфористих чавунів.
На зміну цим конвертерам в 1933 р. прийшли кисневі конвертери.
Конвертер має форму груші (рис. 2.3.3). Зсередини він футерований вогнетривким матеріалом 2, іззовні окутий сталевим кожухом 1 і за допомогою роликів може повертатись навколо горизонтальної осі на 180°.
Верхня частина конвертера має горловину 3 для завантаження шихти, заливання чавуну, випускання шлаку, подачі кисню під тиском 0,9—1,4 МПа через фурми 5, Збоку конвертера є льотка 4, для виливання сталі 6.
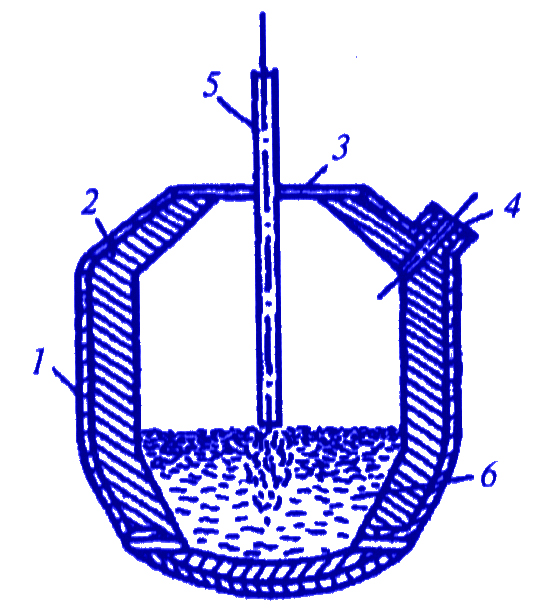
Рис. 2.3.3. Схема кисневого конвертера
Для завантаження шихти конвертер нахиляють, завантажують скрап, заливають розплавлений чавун, засипають флюси і повертають у вертикальне (робоче) положення. Вставляють фурми (у великих агрегатах понад 4) і продувають конвертер киснем, досипають флюси та залізну руду. Час продування до 25 хв. Подачу кисню припиняють при появі бурого забарвлення полум'я, що свідчить про закінчення горіння домішок і початок горіння заліза. Подання кисню припиняють. Сталь готова.
Після закінчення плавки фурми витягують, конвертер повертають у горизонтальне положення, виконують хімічний аналіз проб металу та шлаку. Сталь через льотку випускають у ківш, а шлак через горловину — у шлаковози. Плавка триває до 50 хв.
Розкислюють сталь у ковші під час випуску. Легують частково в печі, частково в ковші.
У кисневих конвертерах отримують більшість вуглецевих сталей і частину малолегованих.
Продуктивність одного 250-тонного конвертера — 1200 тис. т сталі на рік, а 900-тонної мартенівської печі близько 1000 тис. т.
Капітальні витрати на будівництво і витрати на обслуговування кисневих конвертерів значно менші, ніж для мартенівських печей.
Перспективним є киснево-конвертерний процес з донним дуттям, при якому збільшується вихід якісного металу, зменшується вигорання заліза, є можливість збільшення вмісту скрапу у шихті.
3.2. Мартенівське отримання сталі
Мартенівський спосіб виплавки сталі був запропонований в 1864р металургами батьком і сином Мартенами. Цей спосіб виник внаслідок потреби у переплавленні твердої шихти (скрапу). Піч для виплавки сталі цим способом отримала назву мартенівської (мартена).
У сучасних мартенах сталь виплавляють з твердого або рідкого чавуну, стального і чавунного скрапу, залізної руди, окалини, феросплавів з додаванням флюсів. Використовується тверде, легке, газоподібне і змішане паливо.
За конструкцією мартени є однованними, двованними, стаціонарними і рухомими (використовують дуже рідко).
На рис. 2.3.4 подано схему однованної мартенівської печі, яка має ванну 1, в якій варять сталь, регенератори 5 для нагрівання палива та повітря. Через вікна 4 у ванну завантажують шихту, беруть проби сталі та шлаку на аналіз і контролюють плавку. Ванна разом із склепінням утворює плавильну камеру 3.
Зварену сталь випускають через отвори (льотки), розташовані внизу ванни, вище розташовані льотки для випуску шлаку. Вікна закривають заслінками, а льотки щільно забивають вогнетривкою глиною. Вогнетриви з льоток вибивають перед випуском сталі та шлаку.
В мартенах застосовують регенераторний спосіб нагромадження тепла пічних газів із подальшим його використанням для підігрівання повітря та газового палива. Регенератори 5 — це камери, викладені вогнетривами. Мартен може мати один або два регенератори залежно від виду палива. Один регенератор мають мартени, які працюють на висококалорійному рідинному або газовому паливі. Це спрощує конструкцію й експлуатацію печі, зменшує собівартість сталі.
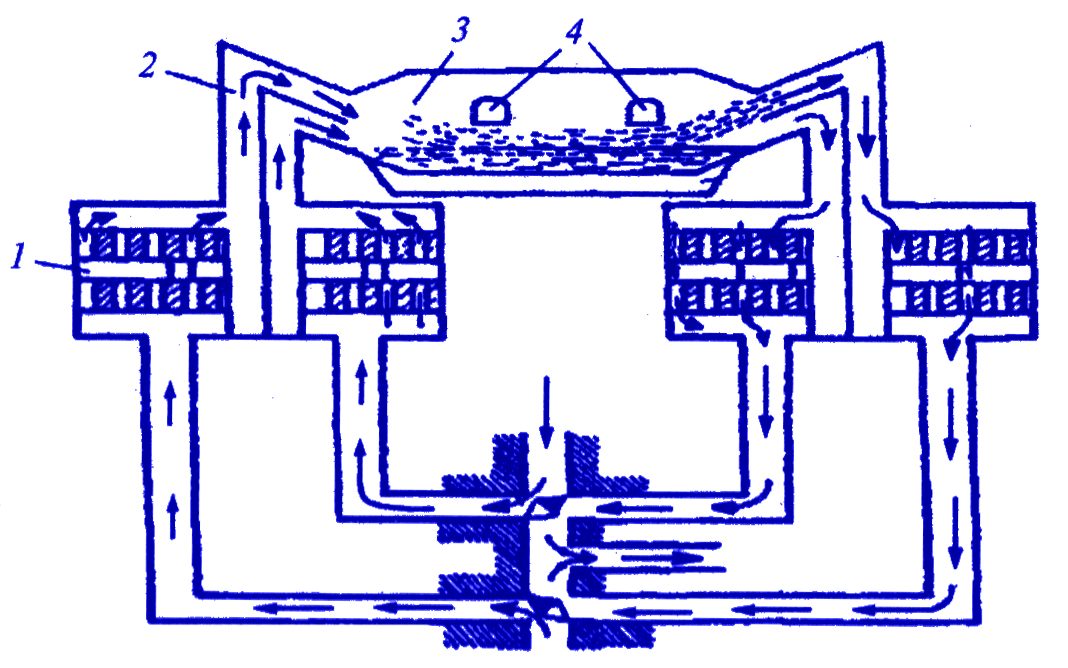
Рис. 2.3.4. Схема мартенівської печі
Процес плавки в мартенах безперервний. Печі із склепінням, викладеним динасовою вогнетривкою цеглою, витримують 200— 300 плавок, а хромомагнезитовою — 300—1000. Об'єм ванн сучасних домен 200—900 т, час однієї плавки від 3 до 18 год залежно від об'єму ванни.
Мартенівський спосіб виплавки сталі може виконуватись з використанням трьох технологічних процесів: скрап-процесу, скрап-рудного і рудного (застосовується дуже рідко).
Найчастіше застосовують скрап-рудний процес, при якому використовують 50—75 % рідкого чавуну, решта — скрап і залізна руда. Скрап-рудний процес включає такі операції:
заправлення подини і відкосів ванни вогнетривами;
завантаження та прогрівання твердих складових шихти;
заливання рідкого розплавленого чавуну;
розплавлення шихти;
кипіння розплаву;
розкислення легування та випуск сталі і шлаку.
В період завантаження і плавлення шихти відбувається окислення домішок (Si, Мn, S, Р) киснем, що є в руді і пічних газах, пізніше киснем оксиду заліза зі шлаку. Сірка і фосфор переводяться вапном у шлак, Оксиди домішкових елементів, що утворюються, шлакуються.
В процесі кипіння розплаву з нього виділяється CO у вигляді бульбашок. При цьому розплав перемішується, вирівнюється його хімічний склад, температура, виходять гази і спливають на поверхню неметалеві включення. В цей період беруть проби й аналіз на вміст вуглецю. Після досягнення необхідних параметрів проводять розкислення і додають феросплави. При виплавленні легованої сталі слідом за розкисленням додають у розплав сталі багаті легуючими елементами.
Для випуску готової сталі пробивають льотку і сталь випускають у сталерозливний ківш.
Основними техніко-економічними показниками роботи мартена є:
Продуктивність — кількість сталі, виплавленої за добу, що припадає на 1 м площі подини печі. Цей показник 8—30 т/м залежно від параметрів печі.
Витрати шихти та умовного палива на 1 т сталі. Становлять відповідно 1,05-1,25 т/т і 0,1-0,2 т/т.
Кількість сталі, що припадає на одного робітника. Досягає 300 т/рік.
Рівень механізації та автоматизації роботи мартена.
Собівартість 1 т виплавленої сталі.
Якість сталі.
У мартенах виплавляють вуглецеві та леговані сталі (якісні та високоякісні).
Для покращення роботи мартенів застосовують кисень, його можна подавати до ванни двома способами: вдувати через форсунки або пальники в головки або вдувати через спеціальні фурми безпосередньо в рідкий метал.
Удосконаленням мартенівського способу виробництва сталі є введення двованних печей, продуктивність яких майже вдвічі вища від продуктивності звичайних при однакових загальних місткостях агрегатів, а організація роботи цеху спрощена.
Перспектива розвитку мартенівського сталеваріння полягає в повній заміні однованних печей на двованні, впровадження системи автоматичного контролю керування технологічними процесами варіння сталі.
Разом з тим питома вага мартенівської сталі знижується. Підвищується питома вага сталі, одержаної киснево-конвертерним способом, який є більш технічно досконалим і економічно ефективним.