

8.3 Формование полотна
Формование полотна осуществляется в результате деформации пластичной композиции в межвалковом зазоре каландра. При вращении попарно расположенных валков масса за счет адгезионных сил затягивается в сужающийся межвалковый зазор, где приобретает форму бесконечного полотна. Ширина пленки или листа зависит от длины валков каландра, а толщина ее изменяется в зависимости от межвалкового зазора.
В отличие от вальцевания, при каландровании полимерный материал проходит через каждый зазор между валками только один раз. В зависимости от конструкции каландров полимерный материал последовательно движется через несколько (обычно два или три) межвалковых зазоров. По мере перехода с одной пары валков на другую зазор постепенно уменьшается, и на выходе его устанавливают в соответствии с требуемой толщиной пленки (0,2—0,5 мм).
На входе в валки обычно имеется избыток материала, в котором за счет градиента давления возникает обратный поток, обеспечивающий циркуляцию массы и ее перемешивание. Обычно каландрование проводят при наличии фрикции валков (частота вращения валков различная), однако значение фрикции задается несколько меньшим, чем при вальцевании. Благодаря наличию фрикции и градиента давления скорость движения расплава по глубине зазора изменяется, изменяется она также и по ходу движения массы между валками. Перед входом массы в узкую часть межвалкового зазора градиент давления изменяет знак, поэтому скорость, обусловленная перепадом давления, суммируется со скоростью поступательного движения расплава и зазора скоростей изменяется, рисунок 37.

Рисунок
37 - Изменение скорости
![]() по
глубине межвалкового зазора при
различных градиентах давления
по
глубине межвалкового зазора при
различных градиентах давления
Такое сравнительно большое изменение скорости по глубине канала вызывает развитие высоких напряжений и скоростей сдвига. Как уже было отмечено ранее, с ростом скорости сдвига улучшается гомогенизация расплава и повышается качество «ленки. Однако при высоких частотах вращения валков резкое изменение напряжений сдвига по длине зазора вызывает проявление вязкоупругих свойств. Значительное напряжение сдвига обусловливает сильную ориентацию макромолекул и вызывает анизотропию прочности и усадки пленки в продольном и поперечном направлениях. За счет быстрого последующего охлаждения пленки дезориентация макромолекул исключается, поэтому при последующем хранении пленки в рулонах происходит изменение ее размеров и образование складок и гофров. Таким образом, чем больше скорость каландрования и чем меньше межвалковый зазор, тем сильнее выражена ориентация макромолекул. Уменьшить ее можно повышением температуры расплава или применением последующей термообработки пленки. Для этого полученное полотно пропускают через нагревательное устройство. За время движения в нагретом состоянии при отсутствии сдвиговых напряжений протекают релаксационные процессы и анизотропия свойств пленки снижается.
Внешний вид пленки существенно зависит от чистоты оора-ботки поверхности, а также от характера перехода расплава с одного валка на другой. Если расплав на выходе из зазора переходит на быстровращающийся валок, то имеет место частичное растяжение внешнего слоя и шероховатость поверхности пленки уменьшается. В значительной степени качество пленки зависит и от температуры расплава. Температуру выбирают таким образом, чтобы в межвалковом зазоре не возникали большие давления. Однако при высокой температуре вязкость сильно снижается и затрудняется съем пленки с выходного валка. Температура валков влияет на степень ориентации, а в случае переработки кристаллизующихся полимеров и на степень кристалличности и размеры кристаллических структур. Таким образом, вязкость расплава необходимо поддерживать в определенном интервале.
Для предварительного расчета температуры валков каландра можно использовать реологическую номограмму, рисунок 38, при этом напряжения сдвига должны соответствовать реологической области производства труб методом экструзии.
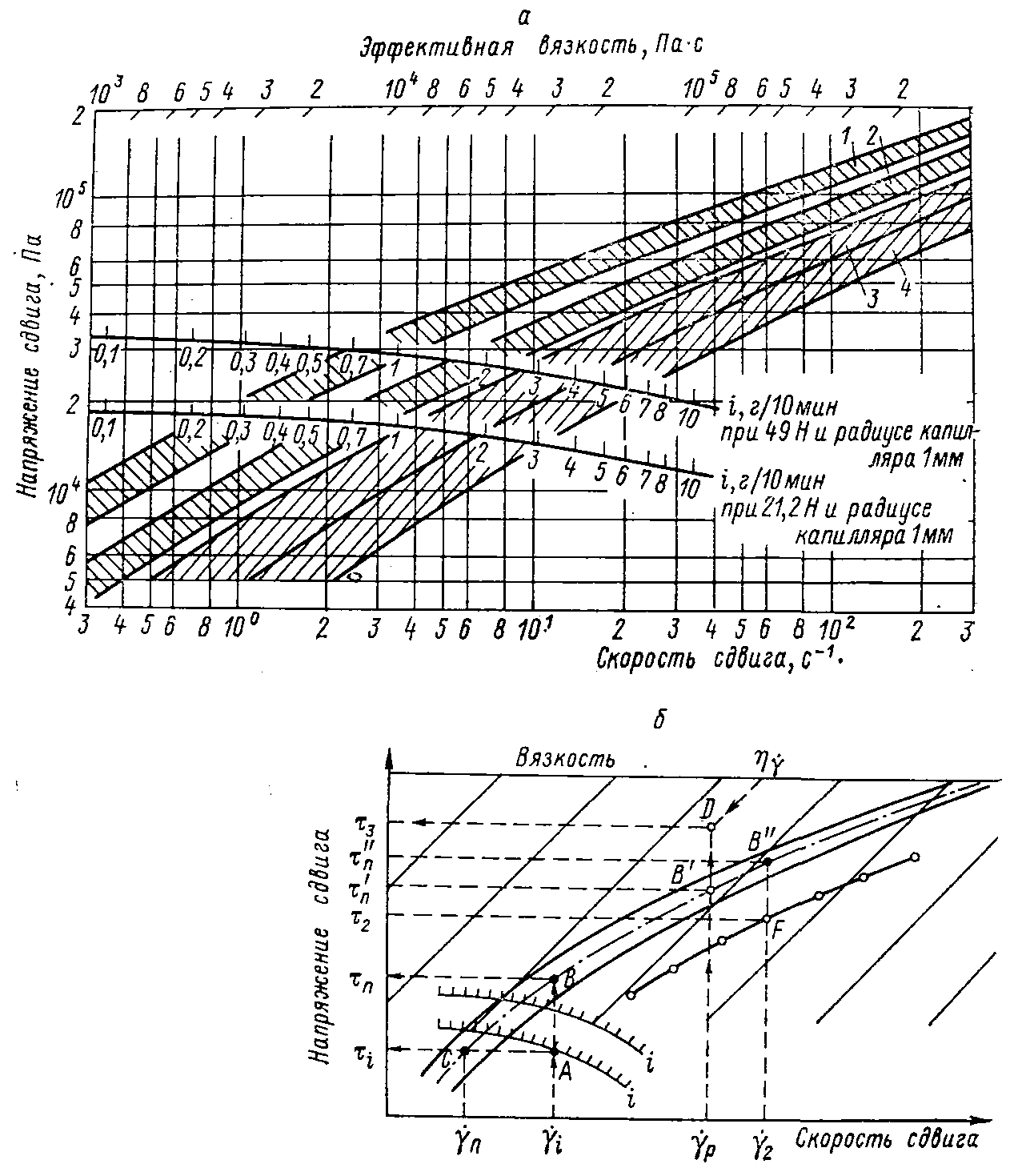
1 — изготовление труб методом экструзии; 2 — изготовление пленок рукавным методом; 3 — изготовление пленок ще-. левым методом; 4 — изготовление изделий литьем под давлением
а - номограмма для расчета температуры расплава термопластов
б - схема поясняющая пользование номограммой
Рисунок 38
При движении расплава в межвалковом зазоре возникает давление, под действием которого происходит изгиб валков и толщина пленки в средней части валков увеличивается.