

6.1 Технология производства труб методом экструзии
Процесс изготовления труб основан на непрерывном выдавливании расплава через кольцевую щель формующей головки с последующим охлаждением и отводом трубы в соответствующие приемные устройства.
Методом экструзии можно изготавливать трубы диаметром от десятых долей миллиметра (капиллярные трубки) до 500 мм и более. Для производства труб могут использоваться термопластичные полимерные материалы, расплав которых имеет необходимое значение вязкости. Как правило, трубы изготовляют из высоковязких сортов полимеров, так как при малой вязкости расплава трудно сохранить заданную форму трубы после выхода ее из формующей головки. Наиболее часто трубы производят из полиэтилена, полипропилена, поливинилхлорида, поликарбоната, полистирола или сополимеров олефинов, винилхлорида, стирола.
Процесс изготовления труб состоит из следующих технологических операций:
подготовка сырья;
плавление и гомогенизация расплава;
формование профиля трубы из расплава;
калибрование трубы;
охлаждение трубы;
намотка или резка;
маркировка.
Схема агрегата для производства труб показана (рисунок 19).
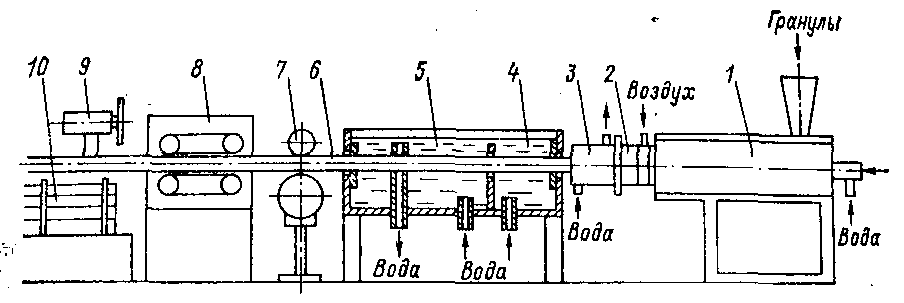
1- экструдер; 2 — формующая головка: 3 — калибрующая насадка: 4 и 5 — первая и вторая зоны охлаждения; 6 — труба; 7 — измерительно-маркирующее устройство; 8-тянущее устройство: 9 — отрезающее устройство; 10 — приемный стол (штабелирующее устройство)
Рисунок 19 - Агрегат для производства труб методом экструзии
Гранулы полимера загружают в бункер экструдера 1, где они расплавляются и выдавливаются через формующую трубную головку 2. Трубчатый профиль 6 поступает внутрь калибровочной насадки (гильзы) 3, где частично охлаждается и приобретает необходимые размеры. Внутрь трубы подводится сжатый воздух для прижатия расплава к стенкам насадки или создается вакуум между трубой и насадкой. Затем труба охлаждается в ванне с двумя температурными зонами 4 и 5, проходит маркировку в устройстве 7, протягивается тянущим устройством 8 и разрезается пилой 9. Трубы небольшого диаметра не разрезаются, а сматываются в бухты.
7 Изготовление изделий из термопластов литьем под давлением
Литье под давлением — наиболее распространенный и прогрессивный метод переработки пластмасс, так как позволяет получать изделия сравнительно сложной конфигурации при небольших затратах труда и энергии. Процесс изготовления изделий основан на заполнении формующей полости формы расплавом с последующим его уплотнением за счет давления и охлаждением.
Этим способом можно перерабатывать все без исключения пластичные полимеры, вид и марки которых выбирают в зависимости от назначения изделий, прочности, теплостойкости и других свойств. Для литья под давлением обычно используют полимеры с показателем текучести расплава от 2 до 7 г/10 мин. Однако можно перерабатывать полимеры и с меньшей текучестью, но при этом требуется более высокая температура, что не всегда допустимо, так как может произойти термическая деструкция. Физико-химические основы литья под давлением аналогичны таковым для экструзии и выдувания пустотелых изделий, однако имеются и некоторые принципиальные отличия. Так, процесс формования происходит в очень короткое время, поэтому расплав впрыскивается в форму (течет) с очень большой скоростью, что, естественно, приводит к дополнительному разогреву и значительной ориентации макромолекул. Степень ориентации повышается также за счет больших сдвиговых напряжений, возникающих в формующей полости, при течении расплава между двумя охлаждаемыми пластинами. Очень быстрое двухстороннее охлаждение расплава приводит к сильному изменению объема, а так как полимер охлаждается снаружи, то образующийся наружный твердый слой полимера препятствует уменьшению объема, поэтому возможно появление утяжин. Для предотвращения этого необходимо перед охлаждением повышать давление в форме до 140-180 МПа. Однако охлаждение под высоким давлением затрудняет протекание релаксационных процессов и сильно изменяет условия кристаллизации. Поскольку литьем под давление изготавливаются изделия сложной конфигурации, очень трудно обеспечить равномерное охлаждение всех их элементов. В связи с этим релаксационные процессы в отдельных местах изделия завершаются на различном уровне, а после охлаждения остаются внутренние остаточные напряжения, вызывающие коробление изделий, снижение их прочности или появление трещин.
Литье под давлением — периодический процесс, в котором технологические операции выполняются в определенной последовательности по замкнутому циклу. Поэтому процесс литья под давлением довольно просто автоматизируется с использованием простейших серийных приборов, таких, как реле времени, регуляторы давления и электронные потенциометры, а с помощью датчиков, преобразующих технологические параметры в электрические сигналы, легко может быть переключен на управление с ЭВМ. Это позволяет существенно повысить эффективность производства.