

7.4 Охлаждение изделия
Фактически охлаждение расплава начинается сразу после впрыска расплава, однако как отдельная технологическая операция охлаждение задается с помощью реле времени по окончании выдержки под давлением. Таким образом, выдержка при охлаждении необходима для окончательного затвердевания расплава полимера и достижения определенной конструкционной жесткости изделий, исключающей их деформацию при извлечении из формы.
Температура полимера перед размыканием формы должна быть такой, чтобы при извлечении изделия не произошло его коробления или разрушения. В процессе охлаждения температура расплава уменьшается, а так как объем остается неизменным, то давление в форме снижается (отрезок ей на рисунке 27). Поскольку охлаждение происходит со всех сторон, то на поверхности формующей полости образуется твердый слой полимера, который в дальнейшем препятствует изменению объем. В отличие от производства экструзионных или выдувных изделий в данном случае дальнейший рост плотности при охлаждении происходит за счет уменьшения давления сжатого расплава, т. е. снижения давления в формующей полости. Литьевые изделия могут иметь весьма разнообразную конфигурацию и размеры, поэтому на процесс охлаждения оказывает влияние разнотолщинность стенок, которая служит основной причиной появления остаточных внутренних напряжений. При заполнении формы расплавом там, где находится тонкая стенка, возникают большие скорости сдвига, а соответственно и высокие напряжения сдвига. На участках, где толщина стенок большая, расплав течет медленнее, поэтому и степень ориентации в этих формующих зазорах незначительна. При последующем охлаждении расплава происходит частичная дезориентация макромолекул, однако за счет более быстрого охлаждения тонких стенок релаксация на этих участках практически не протекает и различие в ориентации усиливается. Таким образом, если изделие имеет различную толщину стенок, то после охлаждения степень ориентации будет различной и это вызовет появление остаточных напряжений. При извлечении таких изделий из формы может произойти их коробление пли с течением времени образуются микротрещины. Коробление возможно и у изделий, не имеющих разнотолщинности стенок, в случае их неравномерного охлаждения. Поэтому конструкция охлаждающих каналов формы должна обеспечивать равномерное температурное поле. На коробление могут повлиять не только остаточные напряжения, но и последующая усадка неравномерно охлажденных участков. Так, при литье в форму, которая имеет различную температуру плит, в изделии после извлечения происходят неравномерные усадочные процессы и оно изгибается в сторону поверхности, которая была более нагретой, рисунок 28, а.
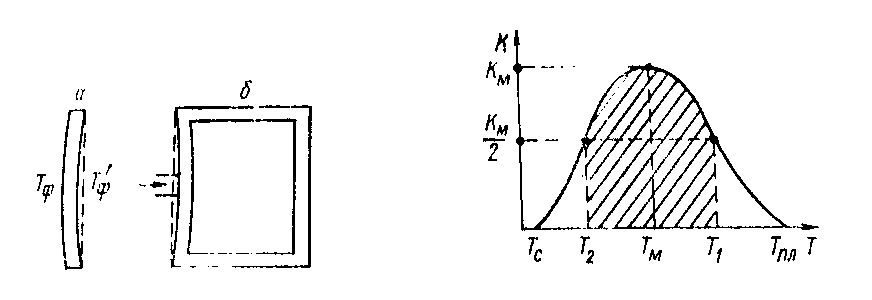
а - коробление изделий вследствие; б - неправильное расположение литника; с - зависимость скорости кристаллизации от температуры полимера
Рисунок 28
Зависит коробление и от расположения литника в форме, (рисунок 28,б). При литье коробчатых изделий литник, как правило, подводится к днищу. При подведении литника к боковым стенкам может произойти их коробление вследствие неодинаковой степени ориентации макромолекул. Таким образом, для получения качественных изделий необходимо создавать одинаковые условия течения расплава и равномерную скорость охлаждения. Коробление, обусловленное наличием остаточных напряжений, можно частично уменьшить за счет повышения температуры формы или расплава полимера. На качество литьевых изделий из кристаллизующихся полимеров, кроме рассмотренных факторов, влияют также условия кристаллизации. Известно, что скорость кристаллизации зависит от температуры полимера. При температурах плавления и стеклования константа скорости кристаллизации равна нулю, а при некотором значении температуры Тш, находящемся в интервале Тпл٪Тс, она максимальна (рисунок 28,с). На рисунке 28,с заштрихованная область соответствует интервалу температур Т1٪Т2, при которых константа скорости кристаллизации равна половине своего максимального значения К = Кмакс. Чем больше площадь, ограниченная температурами Т1 и Т2, тем выше способность полимера к кристаллизации, оцениваемая величиной D
![]() ,
(20)
,
(20)
При охлаждении полимера размеры кристаллов определяются величиной D и скоростью охлаждения, которая зависит от температуры формы.