

6.1.1. Феррозондовый контроль боковой рамы тележки в сборе
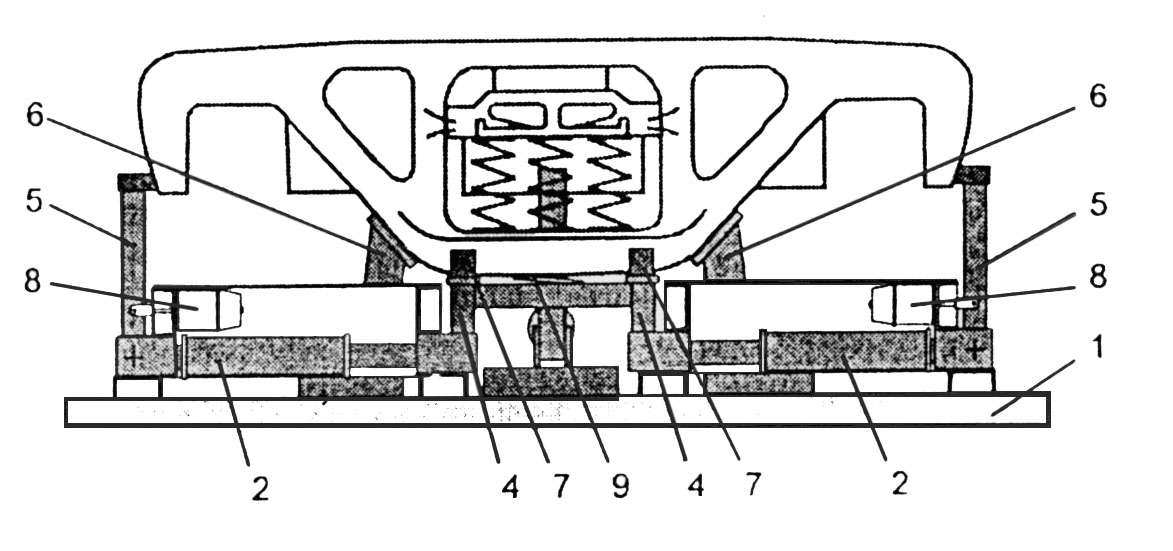
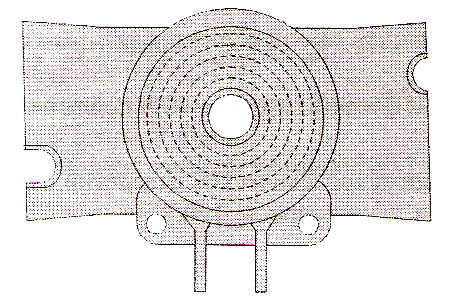
Феррозондовые дефектоскопные установки, используемые для контроля боковой рамы, предполагают намагничивание тележки модели 18-100 с по-мощью стационарного намагничивающего устройства МСН 10 (рис. 6.1.), а модели 18-493 – МСН 10-03.
а
б
в
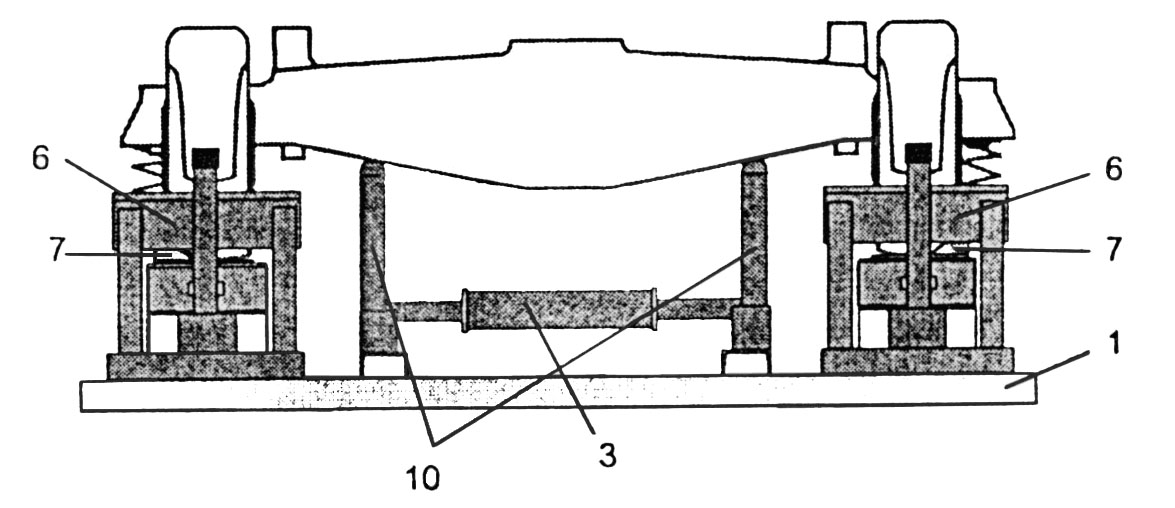
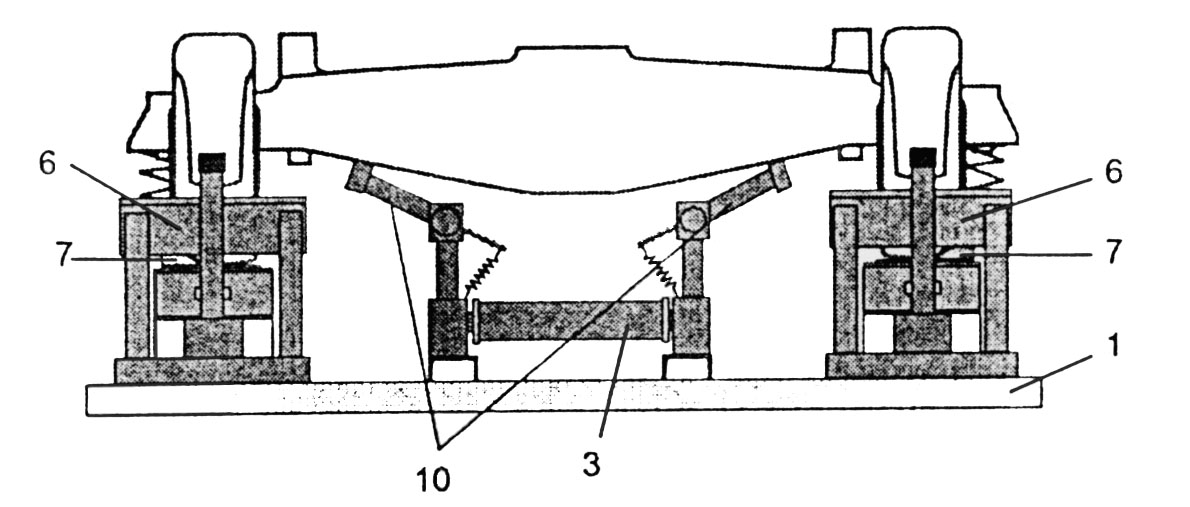
Рис. 6.1. Схемы устройства МСН 10: а – устройство намагничивания боковой рамы; б, в – варианты устройств намагничивания надрессорной балки
Дефектоскопирование доступных зон контроля боковых рам и надрессорных балок тележки производится способом остаточной намагниченности в замкнутой цепи.
Дефектоскопирование зон боковой рамы (БР) выполняется сканированием феррозондовым преобразователем
в
Рис. 6.3. Зона контроля
пояса

Над буксовым проемом
к
Рис. 6.4. Зона
контроля
наклонного
пояса
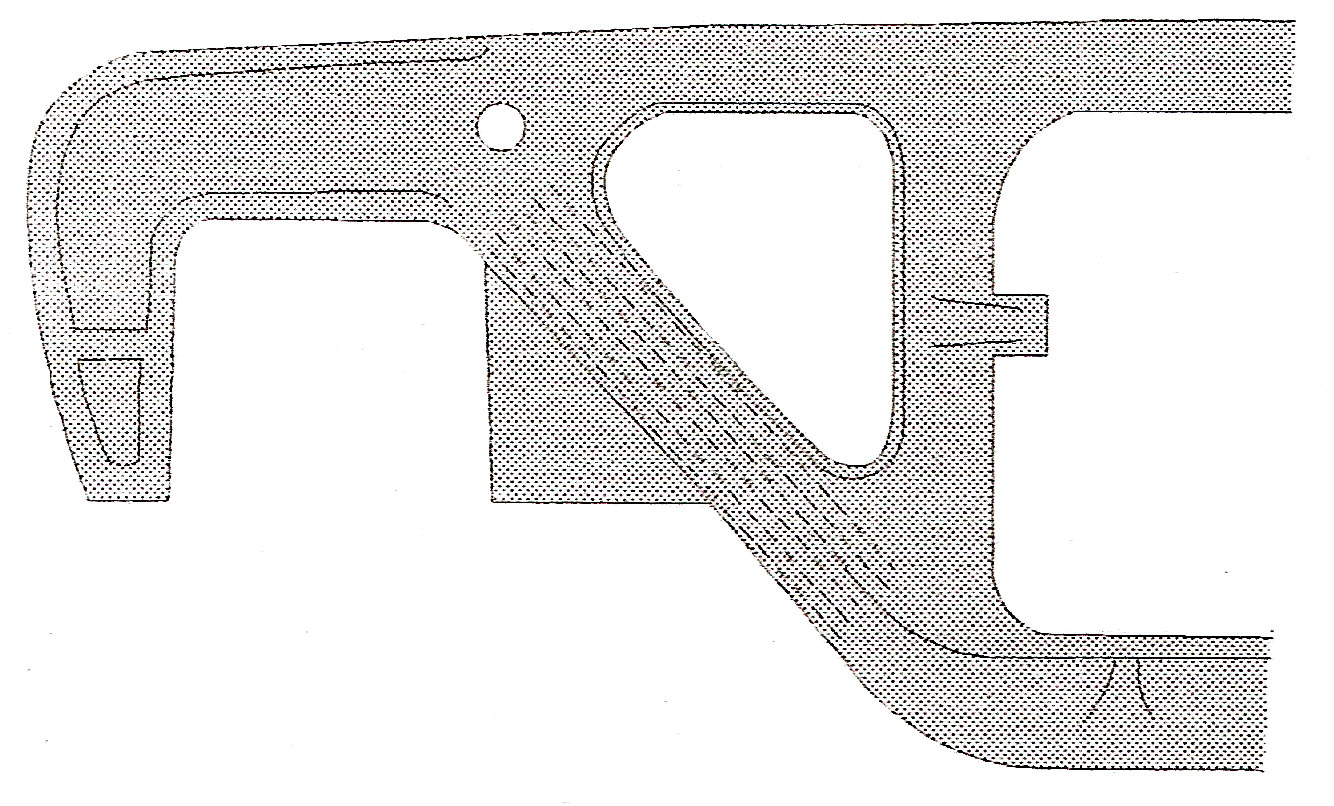
Рис. 6.2. Зоны
контроля
опорной поверхности
и
буксового
проема БР

наклонного пояса с обеих сторон боковой рамы с шагом 5 – 8 мм (рис. 6.4);
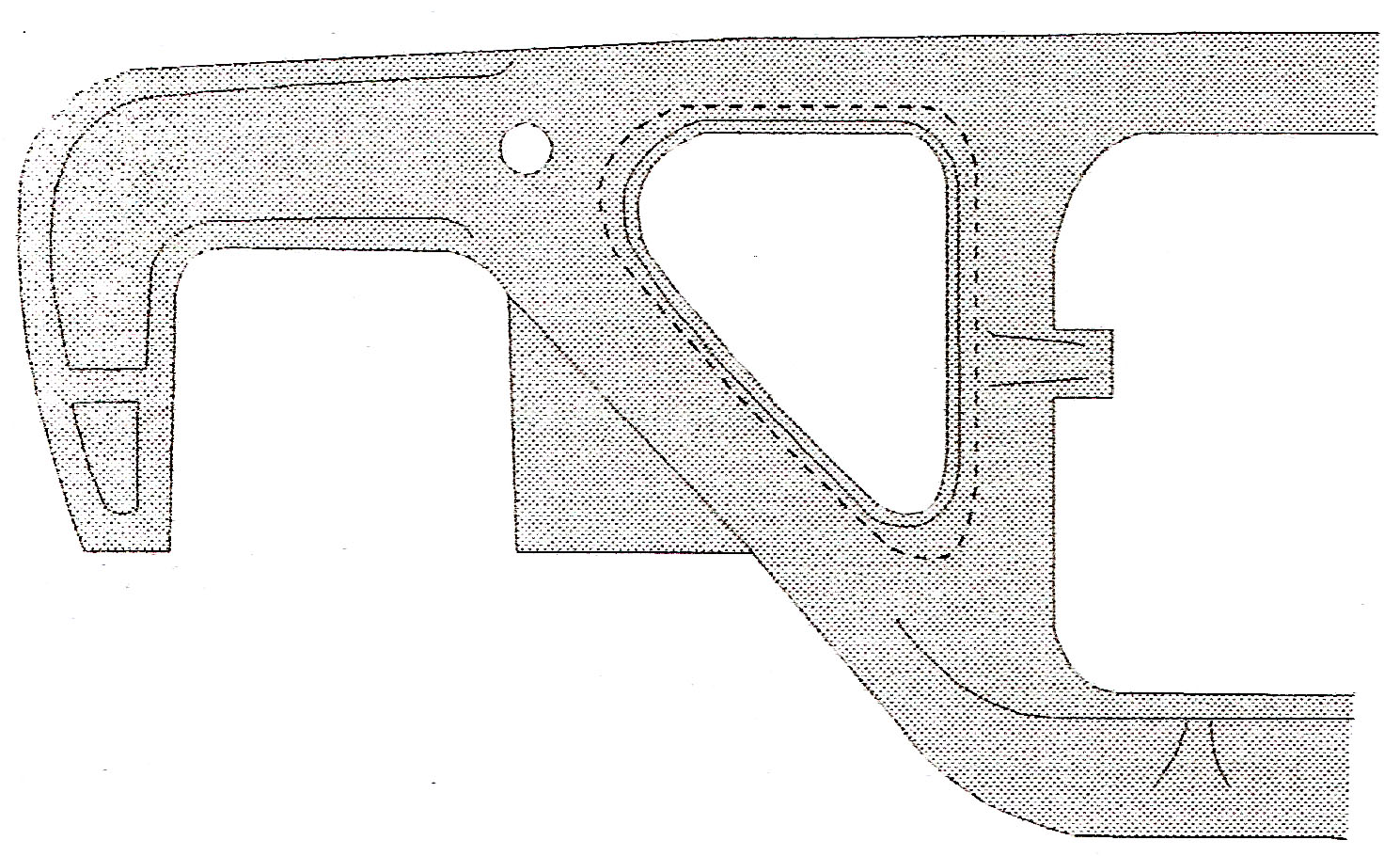
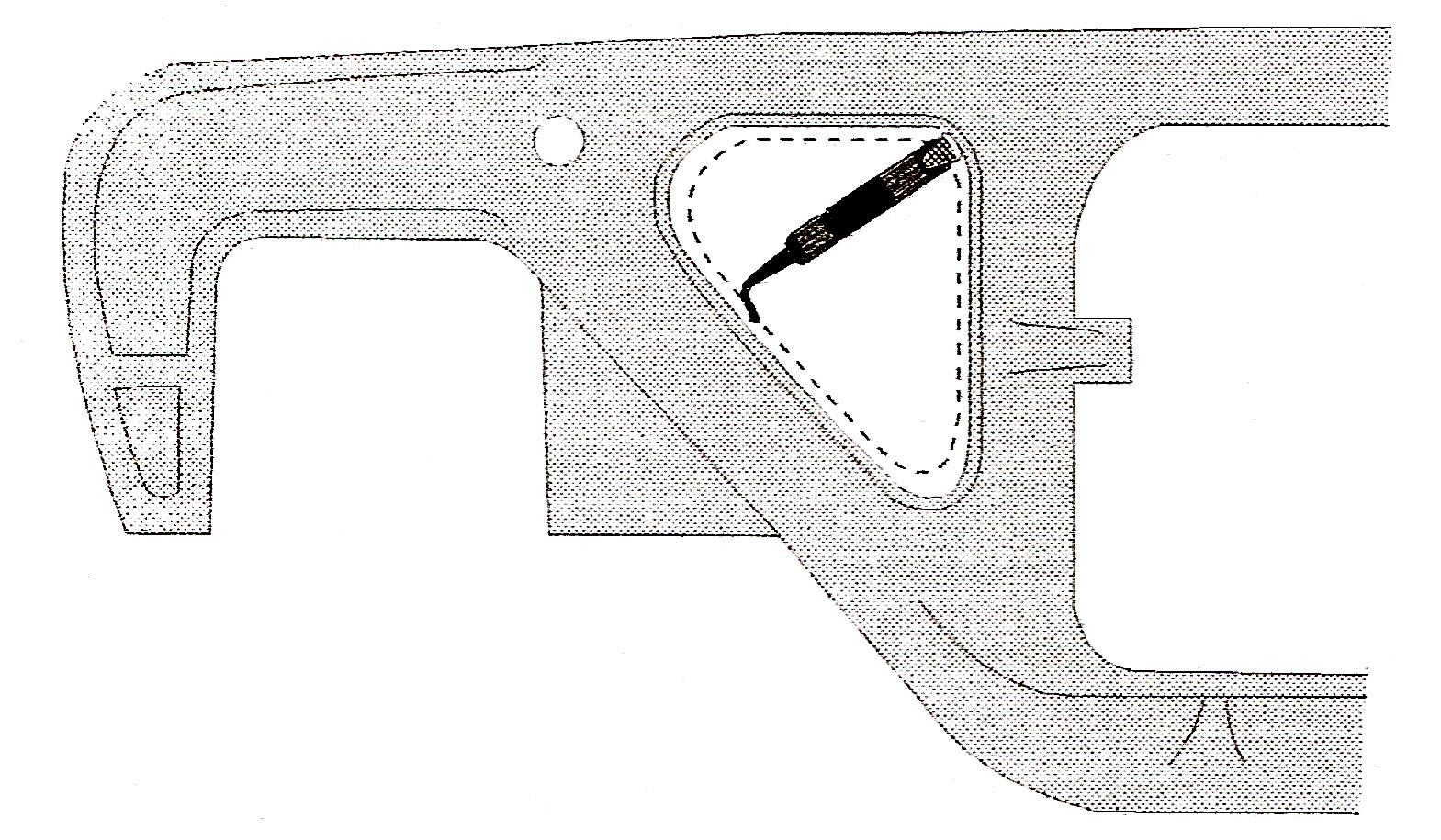
кромок технологического окна на расстоянии 5 – 10 мм от края с обеих сторон БР (рис. 6.5), а также кромок внутри технологического окна (рис. 6.6);
оставшихся буксовых проемов, поясов над буксовыми проемами и наклонных, а также технологических окон снаружи и внутри боковых рам тележки.
Рис.
6.5. Линия сканирования кромки
технологического окна
Рис.
6.6. Линия сканирования кромок внутри
технологического окна
6.1.2. Феррозондовый контроль надрессорной балки тележки в сборе
Контроль надрессорной балки (НБ) осуществляется сканированием феррозондовым преобразователем следующих зон контроля:
верхнего пояса надрессорной балки на длине 800 – 1000 мм (рис. 6.7) с шагом 5 – 15 мм;
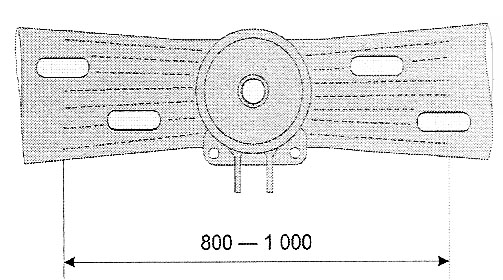
нижнего пояса надрессорной балки на длине 800 – 1000 мм (рис. 6.8) с шагом 5 – 8 мм;
Рис.
6.8. Зона контроля
нижнего пояса НБ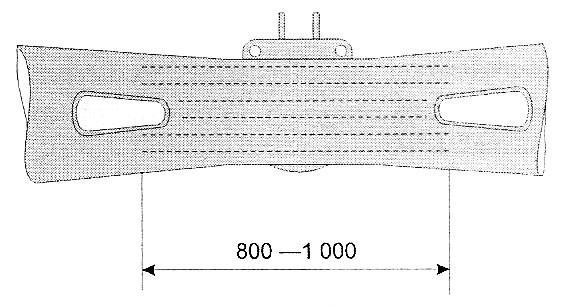
Рис. 6.7. Зона
контроля
верхнего пояса
НБ
кромок технологических отверстий в нижнем и верхнем поясах надрессорной балки на расстоянии 5 – 10 мм от края кромок (рис. 6.9);
в радиальном направлении (рис. 6.10), а также по кругу опорной поверхности подпятника (рис. 6.11) с шагом 5 – 8 мм;
переходов от верхнего пояса балки к опорам скользунов (рис. 6.12);
кромок наружного (рис. 6.13) и внутреннего буртов подпятника (рис. 6.14);
г
Рис.
6.10. Радиальные линии
сканирования
опорной
поверхности
подпятника
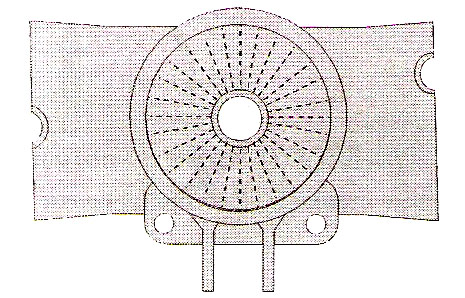
Рис.
6.9. Линии сканирования
кромок
технологических отверстий: а – в
верхнем поясе; б –
в нижнем
б
а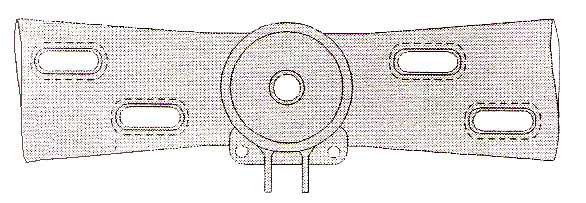
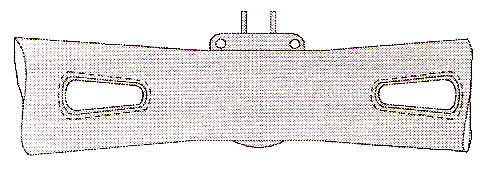
Рис.
6.12. Зона контроля перехода
от
верхнего пояса балки к скользунам
Рис. 6.11. Круговые
линии
сканирования
опорной
поверхности
подпятника

Д
Рис.
6.14. Линия сканирования внутреннего
бурта подпятника

Рис.
6.13. Линия сканирования
наружного
бурта подпятника

Рис.
6.16. Круговая линия сканирования
галтельного перехода от наружного
бурта подпятника к верхнему поясу НБ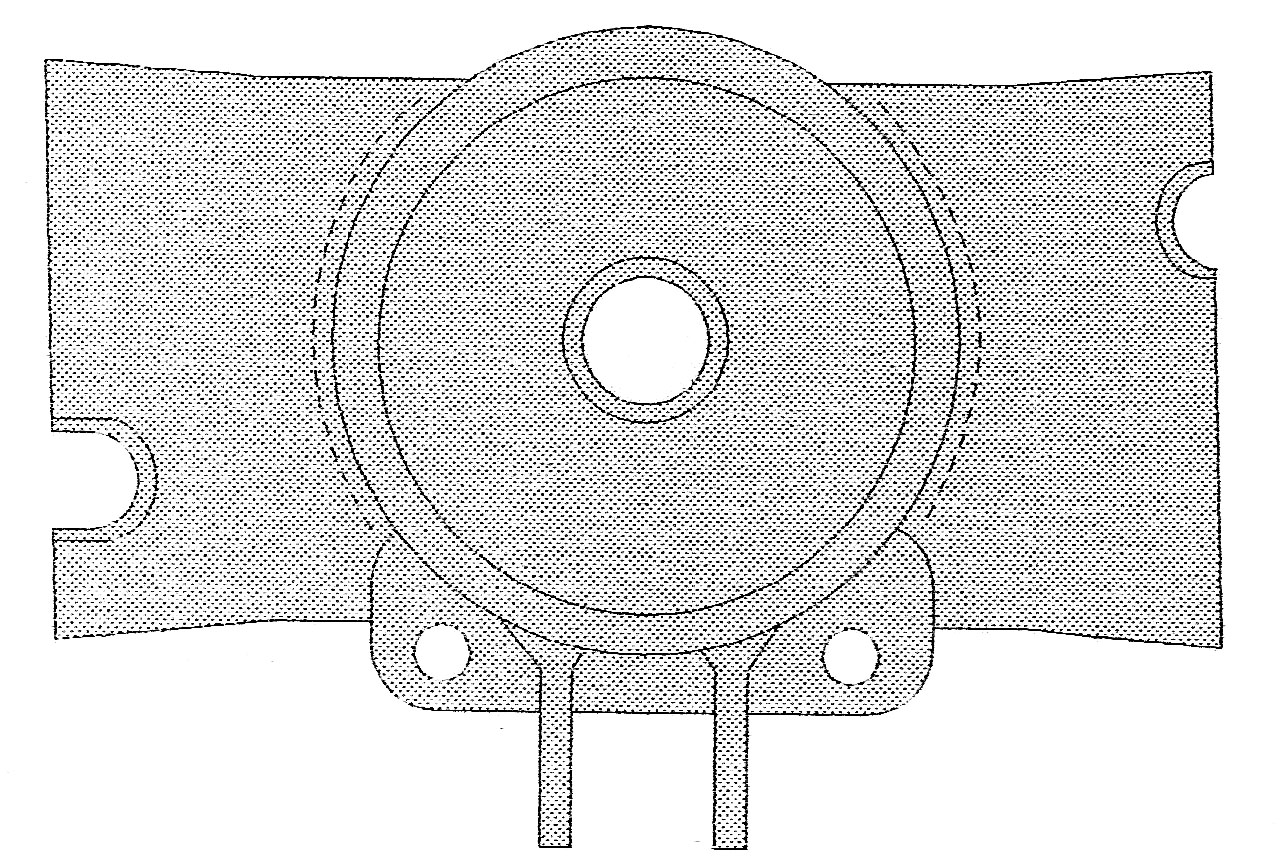
а
Рис.
6.15. Радиальные линии сканирования
переходов от наружного бурта подпятника
к верхнему поясу НБ
тележка снимается с позиции намагничивания, устанавливается на позицию разборки и разбирается на составные части.
Для повышения достоверности феррозондового контроля проводят контроль намагниченности ОК. гарантия необходимого уровня намагничен-ности может быть подтверждена измерением напряженности магнитного поля в определенных точках на поверхности детали. подтверждение необходимого уровня намагниченности на поверхности боковой рамы осуществляется измерением напряженности магнитного поля (рис. 6.17) измерителем напряжен-ности магнитного поля или прибором магнитоизмерительным феррозондовым комбинированным с подключением ФП-полемера [6] в замкнутой магнитного цепи при подведенных к челюстям боковых рам замыкателях магнитного потока.
н
Рис. 6.17. Схема измерения напряженности
магнитного поля на поверхности боковой
рамы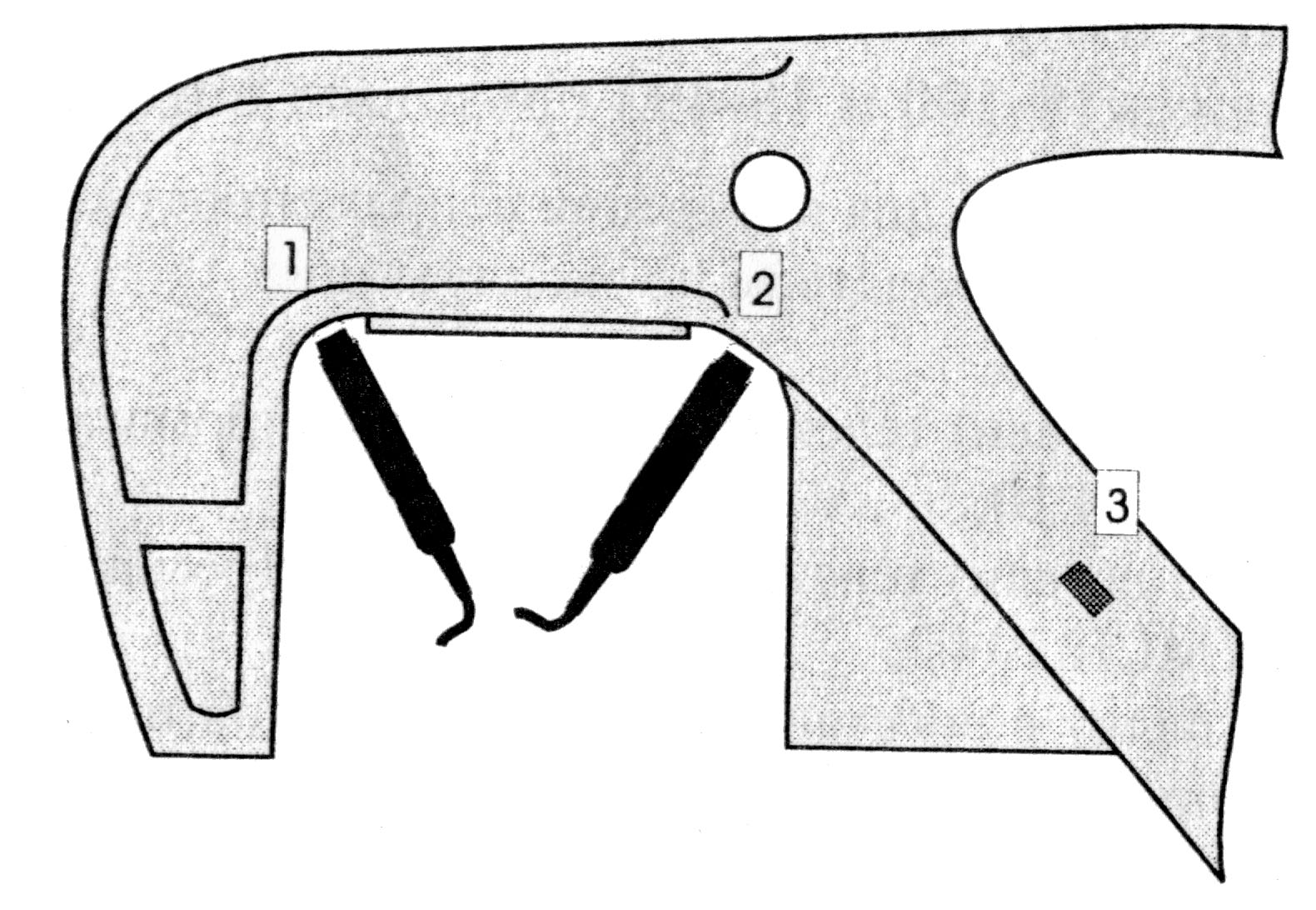
на поверхности наружного угла буксового проема;
поверхности внутреннего угла буксового проема;
наклонном поясе.
Измеренное значение напряженности магнитного поля на поверхности боковой рамы должно составлять (см. рис. 6.17) в точке 1 не менее 80 А/м; 2 – не менее 60 А/м; 3 – не менее 40 А/м.
п
Рис. 6.18. Схема измерения напряженности
магнитного поля
на поверхности надрессорной балки
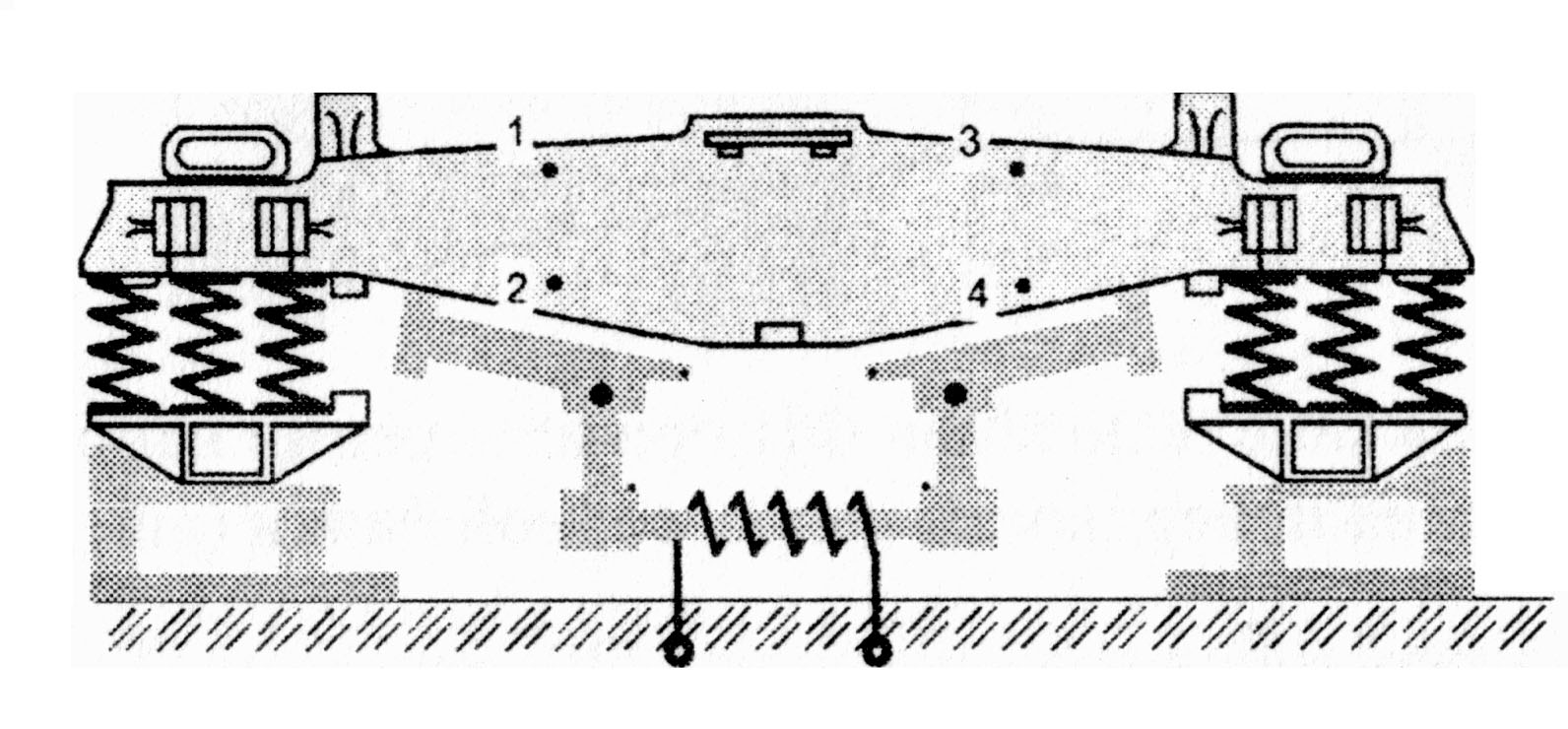
Измеренное значение напряженности магнитного поля на поверхности боковых стенок надрессорной балки тележек модели 18-100 и 18-493 в указанных точках (см. рис. 6.18) должно быть не менее 40 А/м.