

•Зажигание дуги при ручной электродуговой сварке производят мгновенным прикосновением рабочего торца электрода к свариваемой кромке.
•Для облегчения зажигания рабочий торец электрода должен быть зачищен от покрытия путем снятия равномерной фаски и покрыт специальной графитосодержащей пастой для возбуждения дуги, которая практически на порядок снижает удельное электросопротивление рабочего торца.
•Вследствие протекания тока короткого замыкания и наличия определенного контактного сопротивления рабочий торец электрода быстро нагревается до весьма высоких температур, в результате происходит ионизация дугового промежутка и устанавливается дуговой разряд.
•Для надежного зажигания дуги электросварщик резким движением должен отвести электрод от кромки трубы на расстояние 4 – 5 мм, но не более – иначе дуга не возникает.
Дугу зажигают:
•отрывом рабочего конца после короткого замыкания резко вверх (зажигание "впритык");
•плавным движением торца по дуге в сторону с кратковременным касанием кромок (зажигание "спичкой").

сварочной дуги
"впритык"
"спичкой"
Сварка электродами с основным видом
покрытия
•Для сварки корневого слоя шва обычно используют электроды диаметром от 2,5 (тонкостенные трубы) до 3,25 мм (сравнительно толстостенные трубы).
•Для сварки заполняющих слоев шва обычно используют электроды диаметром 3 и 3,25 мм (тонкостенные трубы) и 4 мм (толстостенные трубы).
•В нижних положениях (10–12 ч и 2–12 ч) можно использовать электроды диаметром 5 мм.
•Исходное положение электрода – перпендикулярно к касательной окружности в точке возбуждения дуги.
•При этом положении обеспечивается максимально возможное проплавление корня шва.
•При необходимости уменьшить степень проплавления (велик зазор, отсутствует притупление кромок) электрод наклоняют: в вертикальном и потолочном положениях – примерно до 70 , в нижнем положении – до 50 – 60 .
•Сварку корневого слоя шва обычно осуществляют без поперечных колебаний способом снизу вверх путем резких продольных колебаний с амплитудой 20 – 40 мм в зависимости от пространственного положения сварки.
•По мере заполнения разделки возрастает амплитуда поперечных колебаний, а продольных, наоборот, уменьшается.
•При сварке корневого и первого (первых) заполняющего слоя шва обычно варят зигзагом, полумесяцем вперед, полумесяцем назад.
•При сварке завершающих, заполняющих и облицовочного слоя шва варят петлеобразно.
•Петлеобразные колебательные движения конца электрода используют для усиленного прогревания кромок шва, особенно при сварке высоколегированных сталей.
•Зигзагообразные колебательные движения конца электрода применяют для получения наплавочных валиков при сварке встык без скоса кромок в нижнем положении и если нет вероятности прожечь металл.
•Полумесяцем вперед используется для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметром 4 мм.
•Полумесяцем назад используют для сварки в нижнем положении, а также для вертикальных и потолочных швов с выпуклой наружной поверхностью.
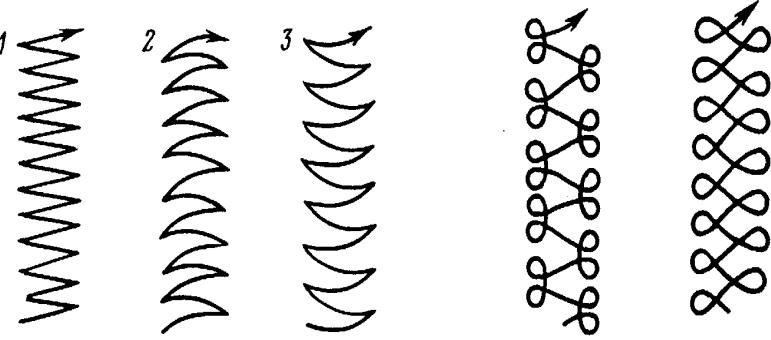
1-зигзагообразные колебательные движения;
2- полумесяцем вперед; 3- полумесяцем назад;
4- петлеобразные колебательные движения.