

Лекция №6
Защита сварочной ванны от воздействия окружающей среды.
Защита сварочной ванны от воздействия окружающей среды:
•шлаковая;
•газовая;
•газошлаковая;
•вакуумная (применяется при сварке конструкций из титана, молибдена, ванадия и других химически активных и тугоплавких металлов )
Шлаковая защита
•При автоматической и механизированной (полуавтоматической) сварке под слоем флюса применяется шлаковая защита зоны сварки
•Электрический дуговой разряд, перемещаемый вдоль свариваемого шва механическим устройством, поддерживается в замкнутом пространстве в среде расплавленного флюса и флюса в полужидком состоянии, причем газы дуговой атмосферы – пары металла и компонентов флюса – поддерживают давление внутри полости выше, чем давление окружающей атмосферы.
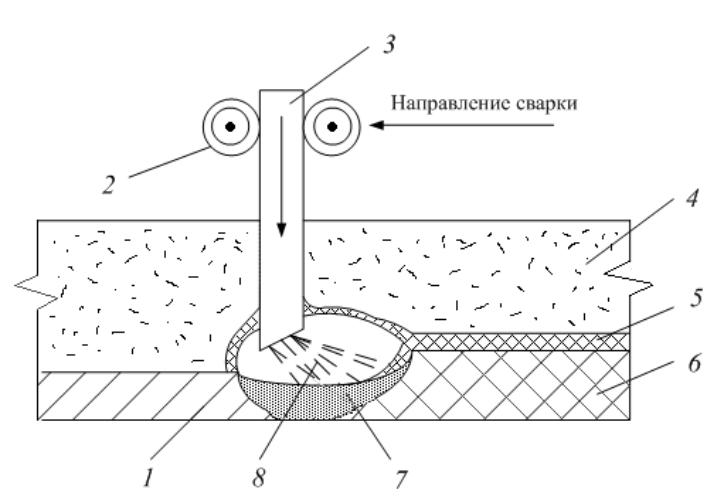
Схема механизированной сварки под слоем флюса:
1 – свариваемый основной металл; 2 – подающие ролики;
3 – электродная проволока; 4 – слой гранулированного флюса; 5 – шлак; 6 – сварной шов; 7 – сварочная ванна; 8 – дуговой разряд
•Состав флюса подбирается таким образом, чтобы образующийся шлак при плавлении и последующем застывании легко отделялся от поверхности сварного соединения.
•В основном применяются
плавленые и керамические флюсы.
•Плавленые получаются сплавлением входящих в них компонентов в электрических или пламенных печах и гранулируются выливанием в воду.
•Керамические флюсы получаются путем грануляции замеса из тонкоизмельченных компонентов, соединенных между собой жидким стеклом. В отличие от плавленых в керамических флюсах могут содержаться металлические порошки – раскислители и легирующие компоненты, так как в процессе приготовления керамические флюсы не подвергаются нагреву до высоких температур.
Плавленые флюсы по своему составу и назначению делятся на:
•алюмосиликатные, предназначенные для сварки сталей различных марок;
•фторидные, предназначенные для сварки титановых сплавов.
•Алюмосиликатные флюсы выбираются по составу в зависимости от марки стали, так как при взаимодействии со шлаком состав металла сварочной ванны может изменяться.
Классификация флюсов
•по структуре зерна: стекловидные
и
пемзовидные;
•по характеру изменения вязкости: длинные и короткие;
•по характеру взаимодействия с металлом: активные и пассивные.
•Пассивные применяются в основном при
сварке среднелегированных сталей.
При дуговой сварке под слоем плавленого флюса различают:
•высокотемпературную зону, охватывающую плавящийся торец электрода (интенсивно развиваются эндотермические реакции, приводящие к легированию и одновременно к окислению металла сварочной ванны компонентами флюса. В этой же зоне происходит интенсивное окисление углерода стали и восстановление кремния марганцем);
•капли металла, проходящие дуговой промежуток;
•активное пятно дугового разряда в сварочной ванне;
•низкотемпературную зону – хвостовая часть ванны, где температура приближается к температуре кристаллизации металла.
Преимущества автоматической сварки под слоем керамического флюса:
•малые потери металла;
•высокая производительность;
•высокое качество сварных соединений;
•позволяют легировать и раскислять металл сварочной ванны в очень широких пределах.
•Керамические флюсы представляют собой порошки различных компонентов, образующих шлаковую фазу, изолирующую металл от окисления, и ферросплавы или свободные металлы для раскисления и легирования.