

Лекция №7
Ручная
электродуговая сварка труб.
•Ручная дуговая сварка (РДС) является универсальным методом сварки, так как при помощи её могут выполняться сварные швы во всех пространственных положениях.
•В отличие от других методов сварки она обладает наименьшей производительностью и в наибольшей степени зависит от квалификации сварщика.
•При сооружении трубопроводов и резервуаров РДС применяется в тех случаях, когда использование автоматической и механизированной сварки трудно или экономически нецелесообразно из-за небольшой протяжённости стыка или из-за ограниченности пространства для расположения автоматической сварочной установки.
•РДС является основным методом при ремонтных работах и при выполнении труднодоступных сварных швов. С помощью РДС выполняют прихватку свариваемых кромок изделий.
•Технология ручной дуговой сварки трубопроводов регламентируется ВСН-006-89.

ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ,
ВЫПОЛНЯЕМЫХ
РДС
С помощью РДС допускается сваривать все виды сварных соединений.
Стыковые сварные соединения –
элементов, примыкающих друг к другу торцевыми
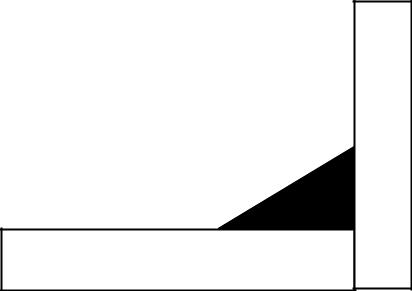
Угловое соединение – сварное соединение двух элементов, расположенных под углом и сваренные в месте примыкания их
краёв.
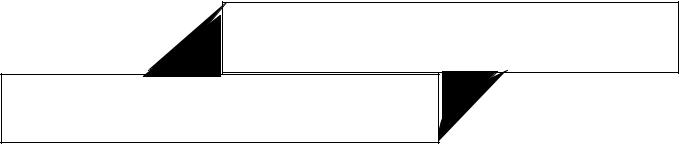
Нахлёсточное соединение –
сварное соединение, в котором свариваемые элементы расположены параллельно друг другу и частично перекрывают
друг руга.
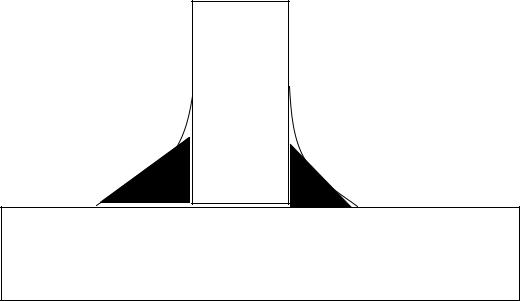
Тавровое соединение – сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой
поверхности другого элемента.
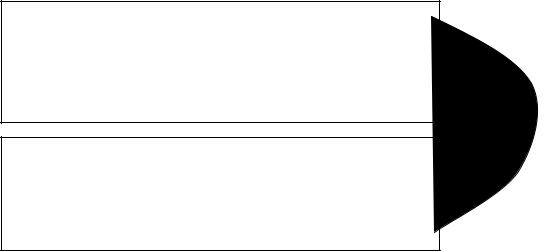
Торцевое соединение –
сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к
другу
Технология РДС и расчёт основных
параметров сварочного процесса
При разработке технологии РДС выбирают следующие основные параметры:
•вид подготовки громок свариваемых элементов;
•тип шва;
•тип электрода;
•покрытие электродов;
•род и силу сварочного тока;
•последовательность наложения сварных швов (валиков слоёв шва).
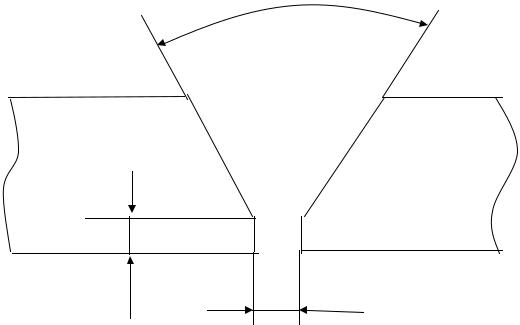
•Форма кромок свариваемых труб выбирается исходя из ВСН-006-89.
•Она имеет вид для труб с
толщиной стенки до 16 мм:
60-10 º
1,5…3,5
1,8±0 ,8