

В зависимости от толщины свариваемых элементов и формы разделки кромок, сварные швы могут быть
однослойными
(однопроходными)
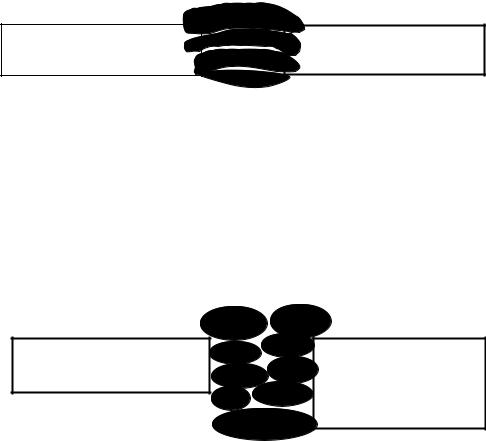
многослойными,
Многоваликовыми.
•При сварке труб с толщиной стенки до 10 мм ВСН-006-89 требует выполнение сварных швов не менее, чем в два слоя, и три слоя при сварке труб с толщиной стенки до 15 мм. Кроме того, должен быть выполнен один корневой слой.
•Стыки листовых конструкций протяжённость до 0,5 м могут быть выполнены за один проход. Большей протяжённости – от середины к концам или обратноступенчатым способом.
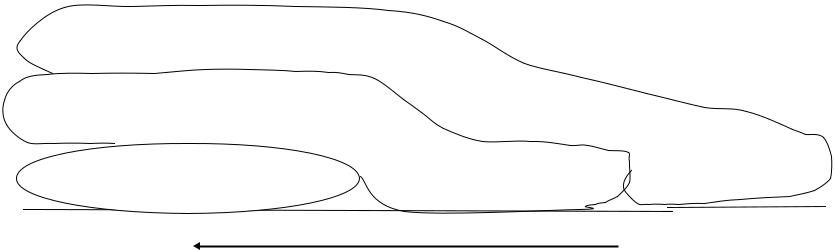
сварного шва обратноступенчатым способом
3
2
1
Направление наложения валиков сварного шва
•Ручную электродуговую сварку применяют для труб всех диаметров. Но при сварке труб больших диаметров производительность ручной электродуговой сварки и сооружения трубопроводов в целом резко снижается.
•Для повышения производительности и качества сварных стыков труб больших диаметров на практике часто используют комбинированные варианты сварки.
При сварке стыков труб используют следующие технологические варианты ручной дуговой сварки:
•корневой слой шва и горячий проход выполняют электродами с целлюлозным видом покрытия, последующие слои - электродами с основным видом покрытия;
•все слои шва - электродами с целлюлозным видом покрытия;
•все слои шва - электродами с основным видом покрытия.
Применение электродов с целлюлозным видом
покрытия для сварки корневого шва позволяет увеличить темпы сварки, производительность и качество работ.
При этом обеспечивается:
•высокая линейная скорость сварки при возможности осуществления процесса способом сверху-вниз, что предотвращает образование дефектов типа «шлаковые карманы»;
•высокое проплавляющее действие дуги и, как результат гарантированное проплавление свариваемых кромок с образованием обратного валика;
•сравнительная простота техники сварки, отсутствие необходимости сушки электродов перед использованием.
Факторы, осложняющие применение электродов с целлюлозным видом покрытия:
•необходимость при любой, в том числе положительной температуре воздуха, осуществлять предварительный подогрев свариваемых кромок;
•необходимость тщательной шлифовки корневого слоя шва перед выполнением второго слоя «горячего прохода»;
•выполнение «горячего прохода» непосредственно после окончания сварки корневого слоя шва;
•повышенное разбрызгивание при сварке, потребность в источниках тока, обеспечивающих специальные характеристики дуги.
Преимущества применения электродов с
основным видом покрытия:
•мягкость горения дуги;
•формирование мелкочешуйчатого шва благоприятной формы;
•высокие вязкопластические свойства металла шва.
Недостатки применения электродов с основным видом покрытия:
•низкая линейная скорость сварки при ведении процесса методом «на подъем», что ведет к образованию дефектов типа «шлаковые карманы»;
•сложность достижения гарантированного проплавления во всех пространственных положениях;
•высокая вероятность образования дефектов типа провисов, подрезов, и несплавлений (преимущественно в потолочной части стыка), что влечет за собой необходимость подварки изнутри отдельных участков по периметру трубы (для труб большого диаметра);
•повышенная склонность к образованию пор при увлажнении электродов или свариваемых кромок.