

8.Назначение отклонений формы и расположения посадочных поверхностей вала под подшипники и зубчатое колесо
Основные определения и указания допуска формы расположения, указываемые на чертежах установлены стандартами ГОСТ 10356-63 (или СТ СЭВ 301-76 и СТ СЭВ 368-76).
Числовые значения допусков формы и расположения определены стандартами ГОСТ 24643-81 (СТ СЭВ 636-77).
Рекомендуемые соотношения между допусками формы или расположения поверхностей и допусками их размеров по ГОСТ 24643 разделяются на три уровня относительной геометрической точности:
нормальный А, который соответствует 60% от допуска размера;
повышенный В, который соответствует 40% от допуска размера;
высокий С, который соответствует 25% от допуска размера.
Назначим отклонения формы и расположения для поверхностей вала диаметром Ø85u8; Ø60k6; Ø45h9.
Задаем нормальный уровень точности А. По ГОСТ 24643-81, принимая степень точности А, определяем соответствующую степень точности формы:
для Ø100s7 – 6 степень точности;
для Ø80k6 – 5 степень точности;
для Ø70h9 – 8 степень точности.
Допуски круглости и цилиндричности находим по ГОСТ 24643-81 – для Ø80k6 и 5 степени точности – 6 мкм.
Допуски радиального биения находим по табл.5 ГОСТ 24643-81 – для Ø100s7 и 6 степени точности – 25 мкм, а для Ø70h9 и 8 степени точности – 60 мкм.
Допуск соосности поверхностей под подшипники равен половине указанного в табл.5 ГОСТ 24643-81 допуска радиального биения.Измерение радиального биения осуществляется двумя способами: либо при вращении вала в центрах, либо при вращении на поверхностях Ø80k6 на призмах или в подшипниках.

Рис. 8.1. Обозначение отклонений формы и расположения поверхностей
9. Назначение параметров шероховатости поверхностей вала
Основные параметры и числовые значения шероховатости регламентированы стандартами ГОСТ 2789-73 (СТ СЭВ 638-77).
В соответствии с рекомендациями минимальные требования к шероховатости поверхности в виде наиболее грубого предела допустимых значений Ra или Rz устанавливаются в зависимости от допуска размера и формы.
При допуске формы 60% от допуска размера Т (относительная геометрическая точность А)Ra ≤ 0,05Т; Rz ≤ 0,2Т.
В том случае, когда отклонения формы и расположения на поверхности вала не заданы, шероховатость назначается исходя из относительной геометрической точности А.
По ГОСТ 2789-73 полученные значения Ra или Rz округяются до ближайшего стандортного числа.
Для нормальной степени точности А принимаем Rz ≤ 0,2Т в пределах от 320 до 10 мкм и от 0,10 до 0,025 мкм. Rа ≥ 0,05T в пределах от 2,5 до 0,002 мкм. Величина допусков рассматриваемых размеров принимается по ГОСТ 25346-89 или ГОСТ 25347-82.
Для Ø80k6 T = 19 мкм Ra ≤ 0,95мкм, выбираем Ra = 0.80 мкм.
Для Ø100s7 T = 46 мкм Ra ≤ 2.3мкм, выбираем Ra =2 мкм.
Для Ø70h9 T = 74 мкм Rz ≤ 14.8 мкм, выбираем Rz = 12.5 мкм.
Для 20H9 T = 52 мкм Rz ≤ 10.4 мкм, выбираем Rz = 10 мкм.
Для прочих назначаем Rz = 20 мкм.
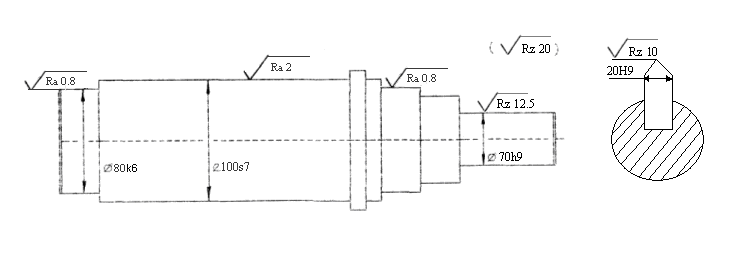 Рис.
9.1. Обозначение параметров шероховатости
поверхностей
Рис.
9.1. Обозначение параметров шероховатости
поверхностей
10. Анализ точности резьбового соединения
Проанализируем точность резьбового соединения М24×2-6G/6h-20. На рис. 10.1. приведены эскизы резьбового соединения и отдельно деталей соединения с обозначением посадки резьбового соединения и полей допусков деталей соединения.

Рис. 10.1. Обозначение посадки резьбового соединения
Условное обозначение указывает, что резьба метрическая, с шагом 1.5, диаметром 22 мм, длиной свинчивания 40 мм.
6H/6e – обозначение посадки резьбового соединения;
6H– поле допуска среднего и внутреннего диаметров резьбы гайки;
6e – поле допуска среднего и наружного диаметров резьбы болта;
6 и 6 – степени точности, определяющие соответственно допуски диаметров резьбы гайки и болта;
Из ГОСТ 24705-81, ГОСТ 8724-81 (СТ СЭВ 180-75, 181-75, 182-75) вписываем номинальные размеры наружного D(d), внутреннего D1(d1), и среднего D2(d2) диаметров резьбы, шага резьбы Р, исходной высоты профиля Н, а также угла профиля α:
D=d= 22,000; D1 = d1 = 20.376; D2 = d2 = 21,026; Р = 1.5; Н =0,8667P=1.3;α=60˚.
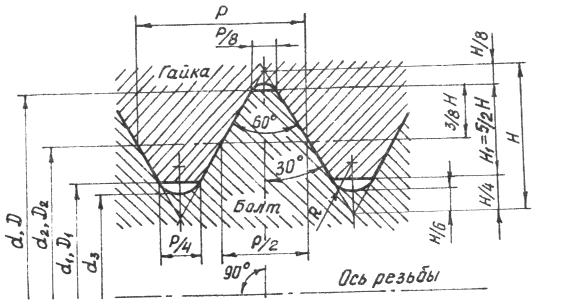
Рис. 10.2. Профиль и основные параметры метрической резьбы
Для резьб, сопрягаемых на переходных посадках, устанавливаются ГОСТ 24834-81 (СТ СЭВ 305-76), а на посадках с натягом – ГОСТ 4608-91 (СТ СЭВ 306-76). По ГОСТ 16093-81 или СТ СЭВ 640-77. устанавливаем предельные отклонения диаметров резьбы, сопрягаемых на посадках с зазором, мкм:
Для гайки:
ESD ≈ +H/10 = +130; EID = 0;
ESD2 = +190; EID2 = 0;
ESD1 = +300; EID1 = 0;
Для болта:
esd = -67; eid = -303;
esd2 = -67; eid2 = -207;
esd1 = -67; eid1 ≈ H/8 = -0.163;
Предельные размеры и допуски диаметров резьбы болта и гайки, мм
- для наружного диаметра гайки: Dmax = D + ESD = 22,000 + 0,130 = 22,130;
Dmin = D + EID = 22,000 + 0 = 22,000;
TD = Dmax – Dmin = 0,130;
- для наружного диаметра болта: dmax = d + esd = 22,000 – 0,067 = 21,933;
dmin = d + eid = 22,000 – 0,303 = 21,697;
Td = dmax – dmin = 0,236;
- для внутреннего диаметра гайки:D1max = D1 + ESD1 = 20,376 + 0,300 = 20,676;
D1min = D1 + EID1 = 20,376 + 0 = 20,376;
TD1 = D1max – D1min = 0,300;
- для внутреннего диаметра болта: d1max = d + esd1 = 20,376 – 0,067 = 20,309;
d1min = d + eid1 = 20,376 – 0,163 = 20,213;
Td1 = d1max – d1min = 0,096;
- для среднего диаметра гайки: D2max = D2 + ESD2 = 21,026 + 0,190 = 21,216;
D2min = D2 + EID2 = 21,026 + 0 = 21,026;
TD2 = D2max – D2min = 0,190;
- для среднего диаметра болта: d2max = d + esd2 = 21,026 – 0,067 = 20,959;
d2min = d + eid2 = 21,026 – 0,207 = 20,819;
Td2 = d2max – d2min = 0,140.
Зазоры в соединении по наружному диаметру, мм:
Smax = Dmax – dmin = 22,130 – 21,697= 0,433;
Smin = Dmin – dmax = 22,000 – 21,933= 0,067;
Зазоры в соединении по внутреннему диаметру, мм:
Smax1 = D1max – d1min = 20,676 – 20,213= 0,463;
Smin1 = D1min – d1max = 20,376 – 20,309=0,067;
Зазоры в соединении по среднему диаметру, мм:
Smax2 = D2max – d2min = 21,216 – 20,819= 0,397;
Smin2 = D2min – d2max = 21,026 – 20,959= 0,067.
На рис. 10.3. показано расположение полей допусков диаметров резьбы, предельные размер и зазоры.
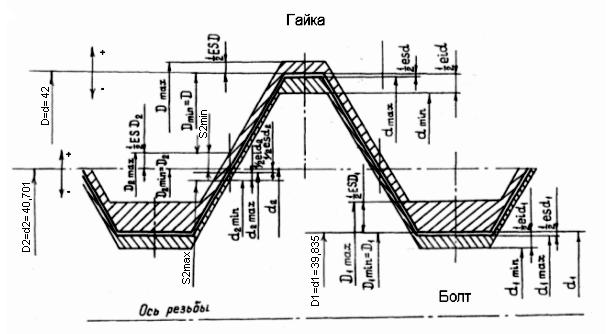
Рис. 10.3. Схема расположения полей допусков диаметров резьбы
В отличие от схем полей допусков гладких соединений для схемы полей допусков резьбового соединения условно принимается соосное расположение резьбы болта и гайки, поэтому на схеме откладываются половины значений допусков (отклонений).
Учитывая особенности работы резьбового соединения М24×2-6G/6h-20 и его точность, контроль параметров резьбы рекомендуется осуществлять резьбовыми калибрами.