

5.2.2. Расчет отклонений составляющих звеньев
Отклонения составляющих звеньев назначаем так же, как и в методе полной взаимозаменяемости – как отклонения основного отверстия или вала – в тело детали:
для звена А1 – в минус: EsAj = 0; EiAj = -280; EcAj = EsAj + EiAj / 2 = -140 мкм;
для звена А2 – в плюс: EsAj = +185; EiAj = 0; EcAj = EsAj + EiAj / 2 = +92,5 мкм.
Рассчитываем положение середины поля допуска увязывающего звена:
 мкм.
мкм.
Предельные отклонения увязывающего звена будут равны:
![]() мкм;
мкм;
![]() мкм.
мкм.
Результаты расчета размерной цепи вероятностным методом представим в виде таблицы 5.2.
Т а б л и ц а 5.2.
Номинальный размер звена Аj, мм |
Допуск размера ТАj, мкм |
Квадрат допуска размера ТАj2, мкм |
Верхнее отклонение ЕsАj, мкм |
Нижнее отклонение ЕiАj, мкм |
Середина поля допуска ЕсАj, мкм |
Передаточное отношение звена εАj |
Произведение εАj ·ЕсАj, мкм |
230h12
|
0,460 |
0,2116 |
0 |
-460 |
-230 |
_ |
-230
|
А1 = 513
А2 = 244
|
0,280
0,185 |
0,0784
0,0342 |
0
+185 |
-280
0 |
-140
+92,5 |
+1
-1 |
-140
-92,5 |
А3увяз = 39
|
0,314 |
0,0985 |
154,5 |
-159,5 |
-2,5 |
-1 |
+2,5 |
Проверка правильности решения:

![]() мкм
мкм
Сравнивая полученные результаты, видим, что вероятностный метод расчета дает увеличение полей допусков составляющих звеньев на 1 квалитет.
6. Назначение полей допусков осевых и диаметральных размеров вала
Размеры вала (исходя из конструктивных особенностей рассматриваемого узла) получены в разд. 4. При оформлении рабочего чертежа вала (простановка размеров, отклонений и т.д.) следует учитывать особенности технологии изготовления рассматриваемой детали, сборки и измерения. Осевые размеры валов подобной конструкции формируются за два установа или за две операции (закрепление за левую часть при обработке правой и наоборот). Требуемая точность отдельных диаметральных размеров обеспечивается на последующих операциях.
При выборе метода простановки, получения (технология) и измерения размеров (цепной, координатный, комбинированный) следует учитывать их особенности.
Цепной метод - каждый последующий размер измеряется вслед за ранее полученным; связывающая их общая поверхность используется как база (технологическая и измерительная). Погрешности одного размера зависят от погрешностей других размеров, его образующих.
Координатный метод - все размеры получаются и измеряются от одной базы (в данном случае от торца вала); при этом погрешность одного размера не влияет на погрешность других размеров.
Комбинированный метод использует особенности первого и второго методов.
На рис. 6.1. приведена простановка размеров на рабочем чертеже вала с использованием комбинированного метода.
Обеспечение отклонений расположения (соосность и т.д.) обрабатываемых поверхностей осуществляется с использованием координатного метода, так как в качестве технологических баз используется сочетание центровых (в торцах вала) отверстий. Координатный метод применен также для получения диаметральных и осевых размеров поверхностей правой части вала, так как в качестве технологических баз используются поверхности зацентрованных отверстий и торцовая поверхность справе.
Соосность поверхностей левой части (Ø80 и Ø100) поверхностям технологических баз и линейные (осевые) размеры левой части зала получаются с использованием цепного и координатного методов.
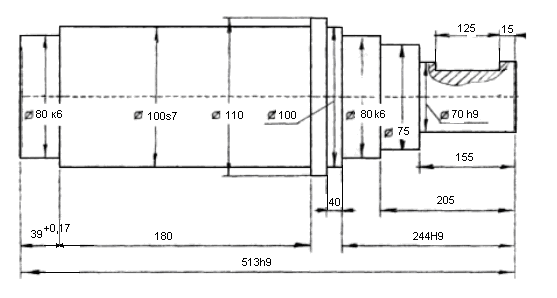
Рис. 6.1. Эскиз вала с указанием полей допусков осевых и диаметральных размеров
Для обработки левой части вал поворачивают на 180°,т.е. происходит смена технологических баз для формирования размеров, как вдоль оси, так и диаметральных.
Обеспечение точности размеров 39+0,17, 244H9 и 513h9 обеспечит точность размера 230h12, определяющего качество сборки. Они приняты на основе расчета размерной цепи. Так как для обработки левой части вала размер 230h12 не нужен, на чертеже приводим необходимый для обработки свободный размер 180 мм. Для всех свободных размеров отклонения принимаем по "среднему" классу точности ГОСТ 25570-83 (СТ СЭВ 302-76), что соответствует 14-му квалитету по ГОСТ 25347-82.
Отклонения диаметральных размеров назначаем исходя из результатов расчетов, полученных в разделах 1-3. Так как предельные отклонения следует назначать и для всех диаметральных размеров, проставляемых на чертеже, включая не влияющие на качество сборки и несопрягаемые, их также принимаем по "среднему" классу точности ГОСТ 25570-83.