

8.2 Доставка і злив бітуму
Теплоізоляція залізничних цистерн для перевезення бітуму (переважно на стаціонарні АБЗ) забезпечує збереження температури 100 °С протягом 10 діб при зовнішній температурі до 10 °С. Якщо бітум за час транспортування вихолонув, перед розвантаженням його нагрівають за допомогою системи підігрівання до температури, що забезпечує злив в'яжучих із залізничних цистерн: для нафтових в'язких бітумів - до 80... 100 °С; сланцевих в'язких бітумів - до 80...90 °С; дьогтів в'язких - до 30...60 °С; бітумів рідких - до ЗО...50 °С.
Необхідна витрата теплоти для розігрівання бітуму в цистернах, ккал/год:
 (6.1)
(6.1)
Де Qб.ц - маса бітуму, що розігрівається в одній цистерні при зливі, кг (вантажопідйомність однієї залізничної цистерни 50-60 т)
Сб - теплоємність бітуму, Сб= 0,4 ккал/(кгЧ°С);
t1, t2 - температура відповідно початкова (влітку t1= 10 °С, взимку t2= -10 °С); і кінцева (tz= 80 °С);
η - коефіцієнт тепловтрат, η= 1,2;
пваг - кількість вагонів, що розвантажуються;
Тр- час розвантаження, Тр= 2 год (по нормам МШС).

При цьому витрата пари, кг/год.
 (6.2)
(6.2)
Де
 - питома ентальпія пари, визначувана за
довідковими даними в залежності від
температури або тиску пари,
=662,3
ккал/кг.
- питома ентальпія пари, визначувана за
довідковими даними в залежності від
температури або тиску пари,
=662,3
ккал/кг.

Кількість пароутворювачів, необхідних для нагрівання бітуму:
 (6.3)
(6.3)
 -
коефіцієнт нерівномірності використання,
-
1,1…1,2;
-
коефіцієнт нерівномірності використання,
-
1,1…1,2;
Ппу – паспортна продуктивність пароутворювачів, кг/год.

8.3 Зберігання, підігрівання і транспортування бітуму
Як правило, на пересувний АБЗ бітум доставляється авто бітумовозами або авто гудронаторами, тому визначається кількість автотранспорту за добу.
 (6.4)
(6.4)
де
 - добова потреба бітуму на АБЗ, т;
- добова потреба бітуму на АБЗ, т;
- коефіцієнт нерівномірності використання бітуму, -1,1…1,2;
Паг(аб)зм – продуктивність автогудронатора (автобітумовоза), т/зм, визначається за (6.5):
 (6.5)
(6.5)
де
 - коефіцієнт використання машини за
зміну,
= 0,85;
- коефіцієнт використання машини за
зміну,
= 0,85;
 - дальність
перевезення матеріалів, км;
=
10км;
- дальність
перевезення матеріалів, км;
=
10км;
 - середня
швидкість авто гудронатора (бітумовоза),
=25км/год
по дорозі з твердим покриттям;
- середня
швидкість авто гудронатора (бітумовоза),
=25км/год
по дорозі з твердим покриттям;
 - норма
часу відповідно, на заповнення та
розвантаження 1т бітуму,
- норма
часу відповідно, на заповнення та
розвантаження 1т бітуму,
 = 0,14+0,19 год
= 0,14+0,19 год


Розділ 9. Розрахунок складу та обладнання для подачі мінерального порошку
Мінеральний порошок буває двох видів - неактивований та активований. Для виготовлення мінерального порошку використовують вапняки, доломіти та інші карбонатні гірські породи (ГОСТ 22688). В якості активатора використовують активуючі суміші, які у своєму складі мають нафтові дорожні бітуми, поверхнево-активні речовини у співвідношеннях, що відповідають вимогам ГОСТ 16557.
Мінеральний порошок виготовляють на заводах або в окремих цехах, які працюють у комплексі з асфальтобетонним заводом. До складу цеху входять: склад вапнякового щебеню, каменедробильні установки із сортуючим відділенням, сушильнопомольні установки, склад мінерального порошку.
Технологічний процес виготовлення мінерального порошку складається з таких операцій: вапнякове каміння із прирейкового складу доставляється у приймальний бункер каменедробильної установки. Із бункеру каміння поступає у дробарку, звідки щебінь елеватором подається на віброгрохот, де проводиться розсіювання щебеню по фракціям. Негабаритний щебінь більше 40 мм по похилому конвеєру поступає знову на дробарку. Посортований щебінь поступає у відповідні відсіки бункеру помольної установки. Після дроблення та грохочення щебінь подається елеватором у сушильний барабан, де нагрівається до температури 110 - 120 °С та звільняється від вологи. Із сушильного барабану щебінь за допомогою елеватора подається у бункер та через живильник у шаровий млин (при приготуванню активованого мінерального порошку подрібнений матеріал після просушування об'єднується з ПАР, потім подається у шаровий млин). Отриманий порошок з млина подається у шнек, за допомогою якого транспортується на склад або до асфальтозмішувальної установки.
Технологічна схема приготування мінерального порошку представлена на рисунку 9.1.
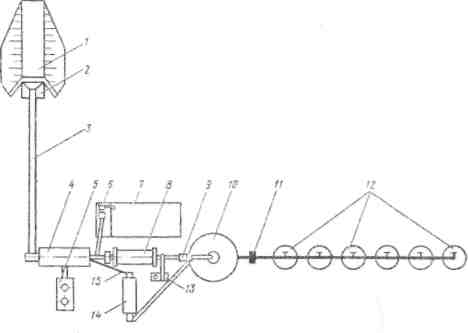
Рисунок 9.1 – технологічна схема приготування мінерального порошку: 1 – завантажувальна площадка; 2- приймальний бункер; 3- стрічковий транспортер; 4- змішувач; 5 – ємність для активуючої суміші; 6 – циклони сухого очищення; 7 – кабіна керування та компресорна; 8 – шаровий млин; 9 – елеватор; 10 – силосна банка; 11 – пневматичний насос; 12 – шаровий млин; 13 – силосні банки; 14 – шнек; 15 – транспортер.
Підбір обладнання проводиться за такою схемою:
Виходячи з добової потреби мінерального порошку потреба вапнякового щебеню складає 76,7т, нормативний запас щебеню – 20 діб, визначаємо місткість складу мінерального порошку
VсклМП=Q∙Tнз∙kвтр (9.1)
де Q- добова потреба в мінеральному порошку т/добу;
kвтр - коефіцієнт втрат, =1,04
Тнз - нормативний строк зберігання, доби, Тнз=20діб.
VсклМП=76,7∙20∙1,04=1595,36т
Вибираємо форму штабеля для відкритого складу та визначаємо основні параметри складу. Для штабеля у вигляді кругового конуса підраховуємо його необхідну висоту для вапнякового щебеню:
 (9.2)
(9.2)
- кут природного укосу щебеню і піску при відсипанні в штабель, град.,
 - об’єм
штабеля кам’яного матеріалу.
- об’єм
штабеля кам’яного матеріалу.

Визначаємо діаметр штабелів у вигляді кругових конусів:
 (9.3)
(9.3)

Визначаємо корисну площу основи кругового конусу
 (9.4)
(9.4)

Довжина фронту розвантаження: Lф.р. = 15м, відповідає довжині залізничного вагону вантажопідйомністю до 50т.
Підбір обладнання проводиться за визначеною годинною потребою в мінеральному порошку QМП.год =76,7т.
 (9.1)
(9.1)
де
 - продуктивність дробарки, за значенням
якої підбирається паспортна продуктивність
дробарки, м3/год;
- продуктивність дробарки, за значенням
якої підбирається паспортна продуктивність
дробарки, м3/год;
 - насипна
щільність матеріалу, який подрібнюється,
для вапнякового щебеню
=1,68
т/м3;
- насипна
щільність матеріалу, який подрібнюється,
для вапнякового щебеню
=1,68
т/м3;
 -
коефіцієнт дроби мості, що враховує
границю міцності матеріалу на стискування,
для вапнякового щебеню
= 1,0;
-
коефіцієнт дроби мості, що враховує
границю міцності матеріалу на стискування,
для вапнякового щебеню
= 1,0;
 -
коефіцієнт, що враховує форму зерен
матеріалу, який подрібнюється,
= 0,95;
-
коефіцієнт, що враховує форму зерен
матеріалу, який подрібнюється,
= 0,95;
 -
коефіцієнт, що враховує крупність
живлення, він залежить від чистки а
в живленні кусків, крупніших від ширини
приймального отвору дробарок,
=1,05;
-
коефіцієнт, що враховує крупність
живлення, він залежить від чистки а
в живленні кусків, крупніших від ширини
приймального отвору дробарок,
=1,05;
 -
коефіцієнт, що враховує вологість
матеріалу W=6%,
= 0,95.
-
коефіцієнт, що враховує вологість
матеріалу W=6%,
= 0,95.

За
отриманим значенням приймаємо дробарку
С-182-Б, продуктивністю 12 м3/год.
Кількість дробарок
 визначається за формулою:
визначається за формулою:
 (9.2)
(9.2)

За визначеною годинною продуктивністю підбираємо обладнання для цеху мінерального порошку:
4 дробарки - С-182-Б продуктивністю 12 м3/год;
Транспортер - Т-164 продуктивністю 55 т/год та три ланцюгових елеватори - Т-50 продуктивністю 16 т/год;
Два грохоти - С-388 продуктивністю 30 м3/год;
Змішувальні агрегати для виготовлення активованого мінерального порошку – Д-588 продуктивністю 25 т/год;
Сушильні агрегати – ДС-597А, місткість змішувача 600 кг;
Три шарові млини – СМ-6001 продуктивністю 16 т/год