

3. Компоновка
Верстати для електроерозійної обробки на відміну від металорізальних мають генератор імпульсів, систему очищення і подачі робочого середовища в зону обробки, засобів регулювання і управління процесом. На рисунку 1.33 показана типова структура електроерозійного верстата.
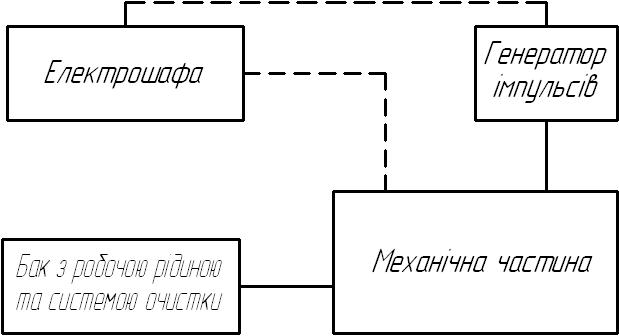
Рисунок 1.33 Типова структура електроерозійного верстата
Механічна частина 1 включає робочий стіл для установки і закріплення пристосувань або заготовок , ванну для робочої рідини, устрій для закріплення електрода-інструмента, механізм його переміщення, слідкуючі елементи систем регулювання і управління процесом.
Генератор імпульсів може бути як вбудованим, так і в вигляді автономного блоку.
Електрошафа включає електричні вузли – пускачі, рубильники, запобіжники та інші.
Робоча рідина зберігається в ванні, яка комплектується насосом і устроєм для очищення робочого середовища від продуктів обробки.
В більшості електроерозійних верстатів ванну поміщають всередині механічної частини, зменшуючи тим самим виробничу площу. Для зменшення втрат енергії в з’єднувальних проводах необхідно розташовувати всі елементи в поблизу механічної частини. Електроерозійне обладнання випускається серійно або виготовлюються по індивідуальним замовленням. Воно може бути універсальним, спеціалізованим або спеціальним. В ньому використовують уніфіковані вузли – генератори, приводи, регулятори, – придатні для комплектування різних видів верстатів.
4. Генератори імпульсів
При розрахунку і виборі генератора виходять з умови одержання форми і потужності імпульсу, необхідних для забезпечення технологічних показників процесу. Чорнову і чистову обробку звичайно ведуть від одного і того ж самого генератора. В даний час в електроерозійних верстатах використовують релаксаційні, машинні, магніто-насичені, лампові і напівпровідникові генератори.
Хронологічно першим генератором був релаксаційний RC-генератор, що запропонували використовувати винахідники методу Б.Р. Лазаренко і Н.І. Лазаренко. Такі генератори успішно застосовуються дотепер для обробки в електроіскрових режимах.
Пізніше стали застосовувати лампові генератори, що дозволили одержати більш потужні імпульси, що не залежать від фізичного стану міжелектродного проміжку, і машинні генератори з приводом від електродвигунів.
В машинних генераторах енергія імпульсів досягає досить великих значень, що дозволяє робити обробку великих заготовок з високою продуктивністю. Однак даний тип генераторів у даний час практично не застосовується на виробництві через підвищений рівень шуму при роботі.
Наступним етапом розвитку стала поява магнітонасичених генераторів і найбільш перспективних устроїв – генераторів на напівпровідникових приладах – транзисторах і тиристорах.
Релаксаційними генераторами називають ті, у яких параметри імпульсу визначаються станом міжелектродного проміжку. Найбільш поширені RC-генератори (рис. 1.34, a), RLC-генератори (рис.1.34, б).
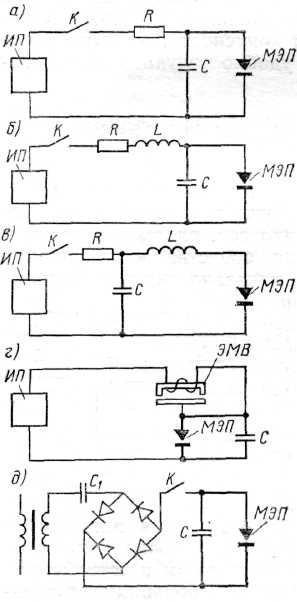
Рис. 1.34 Принципові схеми генераторів імпульсів.
5. Механічна частина верстатів
Конструкція верстатів залежить від габаритів , маси заготовок, вимог до якості поверхонь, призначення верстатів. Верстати в залежності від виконуємої операції поділяють на прошивочні, шліфувальні, верстати для розрізання профільним і непрофільованим інструментом. Окремі групи являють собою верстати для электроконтактної обробки на повітрі й установки для зміцнення і легування.
Прошивочні верстати призначені для одержання отворів, порожнин, заглиблень. Верстати для виготовлення порожнин профільним елекгродом-інструментом називають копіювально-прошивочними.
Універсальні копіювально-прошивальні верстати дозволяють обробляти не тільки порожнини, але й отвори будь-якого перетину, наносити на заготовку написи. Серед електроерозійного устаткування такі верстати зустрічаються найчастіше.
Більшість універсального електроерозійного устаткування випускається серійно верстатобудівною промисловістю.
Більшість універсальних верстатів має вертикальне компонування, тобто вертикальне переміщення електрода-інструмента.
Значну групу складають спеціальні верстати, що випускаються або індивідуально по замовленнях підприємств, або малими серіями. Найбільше поширення одержали напівавтомати й автомати для електроерозійного прошивання отворів малого діаметра (0,15...0,5 мм). Такий верстат може виконувати одночасно кілька отворів. Для цього в ньому передбачені голівки з індивідуальними регуляторами переміщення електродного дроту. Обробка ведеться з вібрацією проволоки. Її запас зберігається на котушці. Обробка отворів виконується через кондуктори, виконані з діелектриків.
Верстати-автомати мають бункери для заготовок і збірники готових деталей. Як правило в них застосовують релаксаційні генератори. Потужність таких верстатів не перевищує 1 кВт, обсяг рідини у ванні – кілька літрів.
Виготовляються також великі спеціальні верстати, призначені для обробки заготовок масою до 20 т електродом-інструментом масою до 8 т.
Такі верстати мають кілька ярусів, частина яких розташовується нижче рівня підлоги. У нижніх ярусах розміщають баки для робочої рідини обсягом у кілька десятків кубічних метрів, систему подачі й очищення рідини. На верхньому ярусі встановлені направляючі ,по яким переміщаються на мостових стійках робочі голівки з електродотримачами. Всі рухи механізовані. Висота таких верстатів досягає декількох метрів, тому з метою безпеки площадки обгороджені бар'єрами і поручнями. У подібних верстатах звичайно передбачають один або кілька виносних пультів керування, розташованих у місцях, де може знаходитися оператор. Як джерела живлення використовують один або кілька серійних генераторів імпульсів. Потужність, споживана таким верстатом, досягає 100 кВт.
Електроерозійні шліфувальні верстати мають джерело живлення постійною напругою. Шпиндель верстата повинний бути ізольований від корпуса, а як інструмент використовують металевий диск. Для підведення напруги застосовують щічки, розраховані на необхідну силу струму.
Процес звичайно ведуть у середовищі масла. Для обдирання великих виливок і штампів застосовують чорнове шліфування, використовуючи як робоче середовище воду або повітря. Обдирні електроерозійні верстати виконуються на базі звичайних шліфувальних верстатів, у яких круг замінено на електрод-інструмент і встановлене джерело постійної напруги.
Електроерозійне розрізування може виконуватися електродом-інструментом у формі диска, металевої стрічки або проволоки. Процес може протікати в рідкому середовищі, наприклад технічній воді, і на повітрі. При використанні в якості електрода-інструменту металевої стрічки вона може перемотуватися з однієї котушки на іншу або ж бути натягнута на два барабани і скріплена кінцями у виді нескінченної стрічки. Широко поширені вирізні верстати для розрізування заготовок непрофільованим проволочним електродом.
Окрему групу вирізних верстатів складають верстати з фотокопіювальними системами, у яких можна робити вирізку контуру в деталі безпосередньо по кресленню, причому креслення може бути виконане в масштабі (рис.1.54)
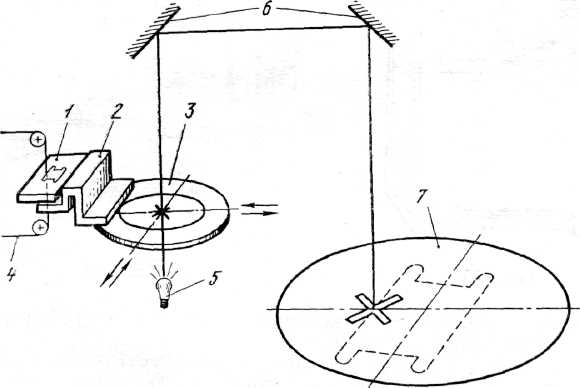
Рис. 1.54. Схема верстату з фотокопіювальною системою
Заготовка 1 закріплюється на кронштейні 2 верстата. Кронштейн зв'язаний з координатним столом 3 проектора. Стіл прозорий, у центрі його зображений хрест. Світло від джерела 5 висвітлює точку перетинання ліній хреста, що через оптичну систему 6 проектується на екран 7. Якщо на екрані помістити креслення деталі, виконане у масштабі, і переміщати робочий стіл так, щоб точка перетинання ліній хреста обігала контур креслення деталі, то такий же профіль можна перенести на заготовку 1, у якій дротом 4 буде вирізаний отвір, що відповідає кресленню. При цьому стіл із кресленням і робочий стіл верстата зв'язані пантографним пристроєм, і, ведучи умовну точку по лінії креслення, ми ведемо дротовий електрод по деталі. У фотокопіювальних верстатах можливо як ручне, так і автоматичне керування переміщенням за допомогою системи з фотодатчиками. Розроблено гаму вирізних верстатів, у яких керування переміщенням дротового електрода здійснюється за допомогою систем числового програмного керування (ЧПК).
Вирізні верстати при обробці великих деталей можуть мати кілька незалежних робочих голівок. Існуючі верстати дозволяють обробляти контури в деталях з габаритами від 100х60х40 до 700х400х 150 мм.
Якщо непрофільований електрод-інструмент виконаний у виді стержня, то, переміщаючи його кінець по заданій траєкторії, можна одержати малюнок у виді заглиблення. Таким способом наносять, наприклад, цифри, знаки, написи. Устрої для електроерозійного маркування називають електрографами. Вони являють собою найпростіший релаксаційний генератор і автономний ручний електромагнітний вібратор з електродом-стержнем. Маса таких приладів не перебільшує 8 кг., а потужність 0,5 кВт.