

Дослідження точності показників плавності роботи зубчастого колеса.
Вибір контрольного комплексу.
При оцінці точності виготовлення зубчастого колеса за нормою плавності роботи можуть застосовуватися (відповідно до таблиці 2) для найбільш часто застосовуваних коліс 7-12 ступенів точності контрольні комплекси №№ 2, 3, 5.
Студентові, при виконанні даної лабораторної роботи, керівник занять вказує, за яким контрольним комплексом необхідно оцінити точність зубчастого колеса.
Методика контролю відхилення кроку зачеплення.
Вимір дійсної величини відхилення кроку зачеплення зубчастого колеса можна здійснити за допомогою приладів:
а) інструментального мікроскопа (БМИ);
б) накладного індикаторного крокоміра (рисунок 10).
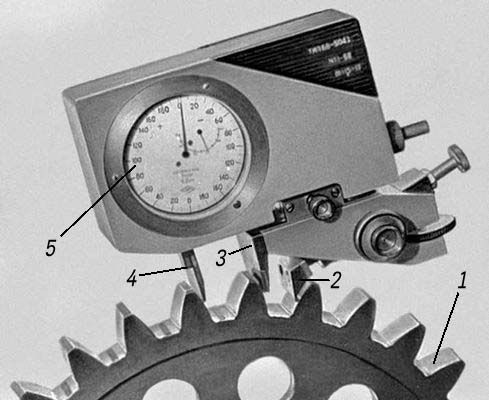
Рисунок 10 - Накладний індикаторний крокомір:1 - колесо, що контролюється; 2, 3 и 4 - вимірювальні наконечники; 5 - двобічний відліковий пристрій.
Контроль відхилень кроку зачеплення на бми
Столик необхідно встановити в таке положення, щоб на екрані приладу горизонтальна лінія штрихової сітки була дотична до проекції основної окружності колеса. Для цього необхідно виконати налагодження в такій послідовності, як при вимірюванні довжини загальної нормалі за пунктами 1-7.
Послідовність роботи:
1. Обертаючи мікрогвинт поздовжньої подачі, змістити столик вправо так, щоб проекція профілю крайнього зуба, що входить у розмір довжини загальної нормалі, проходила через центр штрихової сітки (точку перетинання горизонтальних і центральної вертикальних ліній штрихової сітки).
Відрахувати розмір Nmax мікрогвинта поздовжньої подачі з точністю 0,005 мм і записати його в бланк звіту.
2. Змістити столик обертанням мікрогвинта вліво так, щоб проекція однойменного профілю зyбa проходила через центр штрихової сітки. Відрахувати й записати розмір Nmin.
3. Установити на шкалі мікрогвинта поздовжньої подачі вихідний розмір lпрод. Повернути на опраці контрольоване колесо на один кутовий крок.
Зробити вимірювання другого й далі всіх наступних кроків зачеплення із записом результатів у бланк звіту.
Обробка результатів вимірювань.
Різниця найбільшого й найменшого показань за шкалою дорівнює дійсній величині кроку зачеплення
Рbr = Nmax - Nmin, мм.
Відхилення кроку зачеплення є алгебраїчна різниця між дійсним і номінальним значеннями його величини.
Fpbr = Nmax - Nmin, мм
причому, позитивне значення приймається за верхнє граничне відхилення ( + fpbr), а негативне - за нижнє граничне відхилення (-fpbr)
Методика контролю кроку зубів колеса.
Крок зубців колеса можна виміряти контрольними приладами:
а) інструментальним мікроскопом (БМИ);
б) універсальним зубовимірювальним приладом (УЗП);
в) накладним крокоміром для вимірювання окружного кроку.
Слід зазначити, що визначення похибок окружного кроку за допомогою накладного крокоміра вносять великі погрішності в результати вимірів. Це пояснюється використанням при вимірі проміжної бази ( окружності виступів або западин зубчастого колеса), а також недосконалістю конструкції крокоміра й незручностями при вимірюванні ним. Більша точність вимірів забезпечується при використанні для цієї мети станкових приладів БШ і УЗП, у яких деталь базується посадковим отвором на оправленні.