

Контроль довжини загальної нормалі на мікроскопі бми.
Вимірювання довжини загальної нормалі за допомогою мікроскопа БМИ здійснюється в наступній послідовності.
1. Настроїти прилад, як описано в загальних методичних вказівках.
2. Включити прилад і, спостерігаючи в окуляр, переконатися в збігу нульових поділів градусної і хвилинної шкал. При необхідності зробити підналагодження маховичком мікроскопа (рисунок 3).
3. За допомогою мікрогвинтів поперечного 14 і поздовжнього 11 переміщень столика домогтися такого положення проекції профілю оправки, щоб горизонтальна лінія штрихової сітки на екрані 8 була дотична до цього профілю, а центральна вертикальна лінія - проходила через його найвищу точку, тобто збігалася з вертикальною віссю профілю (рисунок 7).
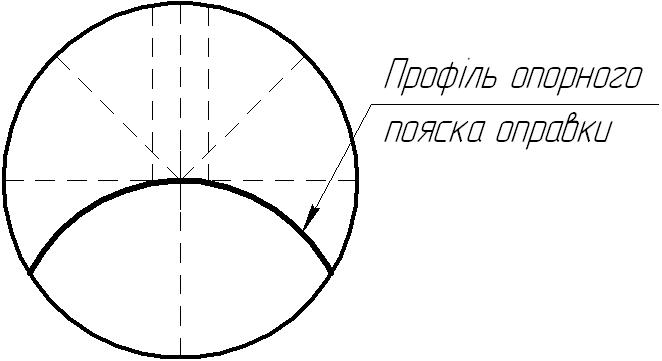
Рисунок 7 - Проекція профілю оправки на екран БМИ
У такому положенні профілю записують показання lпоп і lпрод за шкалами маховика 14 і 11.
4. Одягти на оправку 5 контрольоване колесо 6 і мікрогвинтом поперечної подачі 14 зміщати столик 2 у напрямку від себе доти, поки на екрані приладу горизонтальна лінія штрихової сітки не буде торкатися вершини проекції профілю зуба колеса. Якщо це не спостерігається, то необхідно відпустити гайки кріплення накладного столика й змістити його від себе на необхідну величину. Зняти зубчасте колесо 6 і повторити настроювання приладу.
5. Розрахувати, який розмір lрасч необхідно встановити на шкалі мікрогвинта поперечної подачі, щоб горизонтальна лінія штрихової сітки була дотична до проекції діаметра основної окружності одягненого на оправку контрольованого колеса:

Розрахунок робити з точністю до 0,001 мм. Установити розрахунковий розмір.
6. Установити на оправку контрольоване колесо 6 і зробити фокусування до профілю зуба (домогтися чіткого його зображення на екрані приладу), переміщаючи у вертикальному напрямку кронштейн 7 з тубусом за допомогою маховичка (рисунок 3).
7. Повертаючи колесо на оправці, установити його так, щоб центральна вертикальна лінія штрихової сітки ділила проекцію довжини загальної нормалі першої групи зубів приблизно навпіл (число зубів Zn, що входять у довжину загальної нормалі, визначаться за формулою).
8 Обертаючи мікрогвинт поздовжньої подачі, змістити столик 2 вправо (і одночасно проекцію профілю зубів на екрані) так, щоб проекція профілю крайнього зуба, що входить у розмір довжини загальної нормалі, стала дотичною до центральної вертикальної лінії штрихової сітки (рисунок 8, положення сітки I).
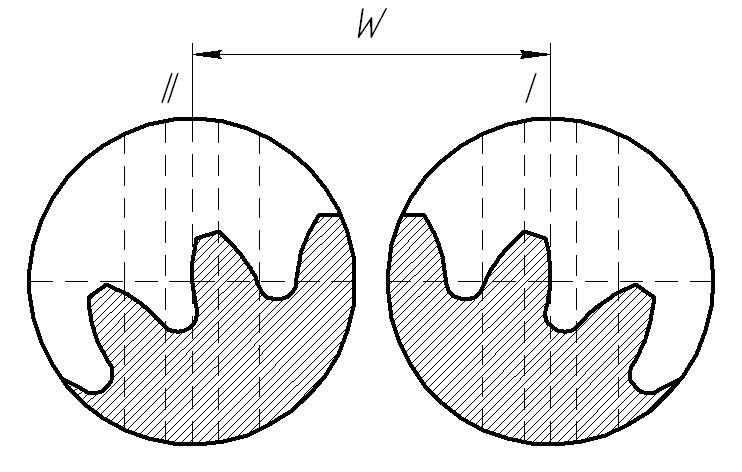
Рисунок 8 – Вимірювання довжини загальної нормалі на БМИ.
Відрахувати розмір Nпр на шкалі мікрогвинта з точністю 0,005 мм і записати його в бланк звіту.
9. Змістити столик 2 обертанням мікрогвинта 11 уліво так, щоб проекція профілю іншого крайнього зуба, що входить у розмір довжини загальної нормалі, була дотична до центральної вертикальної лінії сітки (положення II).
Відрахувати й записати розмір Nлев.
10. Для виміру наступних значень довжин загальної нормалі необхідно:
а) установити на шкалі мікрогвинта поздовжньої подачі вихідний розмір lпрод;
б) повернути на оправці контрольоване колесо на кут, що забезпечує вимір довжини загальної нормалі в наступної групи зубів;
в) зробити виміри по пунктах 8 і 9 для другої довжини загальної нормалі.
Повторити вимір для третьої, четвертої й т.д. нормалей.