

Вимірювання параметрів зубчастих коліс.
Як видно з раніше викладеного, точність зубчастих коліс визначається багатьма параметрами. Для вимірювання кожного з них існують спеціальні контрольні прилади, які, у переважній більшості випадків, дозволяють визначати величину або похибку тільки одного параметра. Ця обставина значно розширює комплекс необхідних контрольних приладів для вимірювання зубчастих коліс.
У зв'язку із цим була розроблена й запропонована методика, що дозволяє з однієї установки контрольованого колеса визначити точність цілого комплексу параметрів зубчастих коліс. Сутність її полягає в тому, що якщо великий інструментальним мікроскоп (БМИ) оснастити спеціальним пристроєм для установки зубчастих коліс, то на екрані приладу можна одержати профіль зубців.
Користуючись мікрогвинтами поперечного й поздовжнього переміщення вимірювального столика, можна зміщати профіль у потрібному напрямку й визначати дійсні значення наступних параметрів:
а) довжини загальної нормалі;
б) кроку зачеплення;
в) кроку колеса;
г) погрішності профілю зуба;
д) товщини зуба.
Додатковий спеціальний пристрій (рисунок 2) до мікроскопа БМИ для виміру зубчастих коліс складається з Т-подібної оправки і деталей, що встановлюються. Оправка 5 встановлюється в центрах 4 накладного столика 3 (рисунок 3) приладу. Установка оправка й попереднє настроювання мікроскопа для вимірювання параметрів зубчастих коліс вирконується в наступній послідовності.

Рисунок 2 - Установка контрольного оправка на стіл мікроскопа.
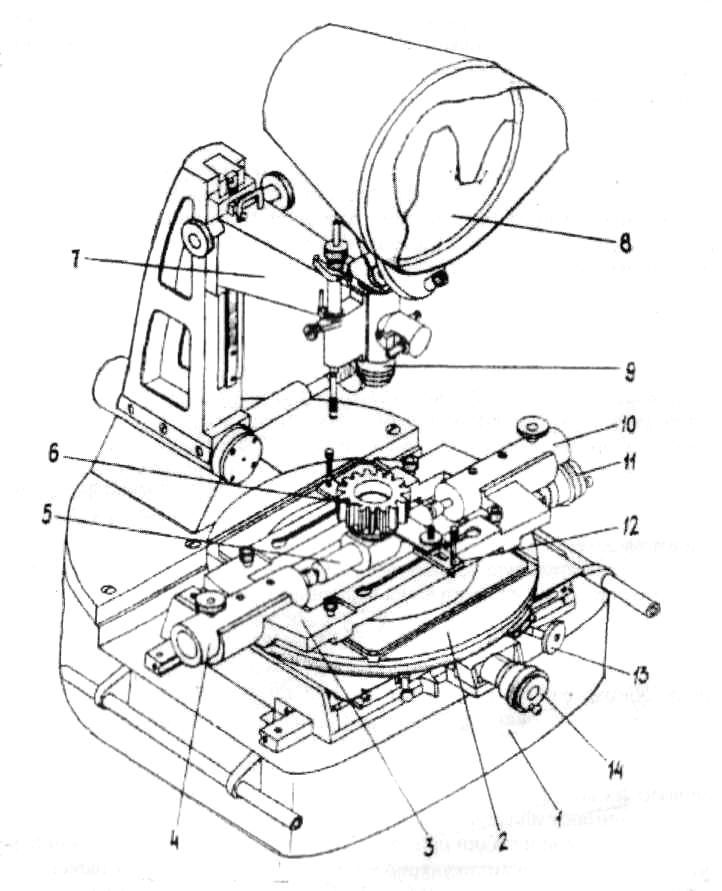
Рисунок 3 - Мікроскоп БМИ, налаштований для вимірювання зубчастих коліс.
1. Перевіряють збіг круглого лімба столика 2 (рисунок 3) приладу з його нульовим положенням. При розбіжності відпускають стопорний гвинт і обертанням маховичка 13 встановлюють лімб у нульове положення й фіксують столик.
2. Установлюють барабан 14 мікрогвинта поперечної подачі столика в діапазоні 20-23 мм шкали, а барабан 11 мікрогвинта поздовжньої подачі -посередині шкали.
3. Вимірюють діаметр Допр частини опорного паска оправки, що центрує (з точністю 0, 001 мм) і записують отриманий розмір.
4. Встановлюють оправку в центрах приблизно в середній частині накладного столика. Цього добиваються переміщенням пинолей центрів 4, при відпущених верхніх стопорних гвинтах. Цю операцію необхідно робити обережно, щоб уникнути падіння оправки на скло столика.
5. Частину оправки, що центрує, встановлюють вертикально, попередньо фіксуючи притискною планкою 2 (рисунок 2) і двома гвинтами, установленими в Т-подібні пази накладного ролика 3 (рисунок 3).
6. Зміщаючи (вручну) вимірювальний столик у поперечному напрямку, встановлюють кінцеву міру розміром 30 мм між торцем мікрогвинта поперечної подачі 14 і корпусом столика. Аналогічно між торцем мікрогвинта 11 поздовжньої подачі й корпусом столика встановлюють кінцеву міру розміром 60 мм.
7. Виконують попередню вивірку установки оправки. Для цього включають прилад і обертанням мікрогвинта поперечної подачі 14 переміщають столик 2 у напрямку від себе доти, поки на екрані 8 не з'явиться проекція профілю оправки. При цьому центральна вертикальна лінія штрихової сітки на екрані повинна проходити приблизно через середину проекції профілю оправки. Відхилення допускаються не більше ±0,5 мм, що перевіряється переміщенням столика мікрогвинтом поздовжньої подачі. При більших відхиленнях необхідного положення проекції профілю оправки досягають зміщенням пінолі 4 центрів накладного столика 3 разом з оправкою 5.
8. Остаточну установку Т-подібної оправки виконують так, щоб вісь її частини, що центрує, була перпендикулярна площині столика, для чого (рисунок2):
а) одягають на частину оправки, що центрує, плоску пластину 4;
б) набирають два блоки кінцевих мір 3 одного розміру і встановлюють їх по одному по обидва боки на столик під пластинку;
в) відпускають гвинти кріплення 2 притискної планки 1 і щільно притискають плоску пластину до кінцевих мір;
г) фіксують оправку в такому положенні притискною планкою за допомогою 2-х гвинтів;
д) знімають плоску пластину 4 і кінцеві міри 3.
Після такого налагодження приладу вісь верхньої частини Т-подібної оправки, встановленої перпендикулярно до площини столика, буде паралельна осі відлікового мікроскопа 9 (рисунок 3). У процесі вимірювань зубчасте колесо 6, що перевіряється, базується своїм посадковим отвором (конструкторською базою) на оправці 5.