61 Машины для шлифования рельсов и стрелочных переводов
Ппредназначены для формирования поперечного и продольного профиля, снижения «волнообразного» износа рельсов и съема металла головки с поверхностными дефектами, для продления срока службы рельсов и восстановления первоначальных условий взаимодействия колеса подвижного состава с рельсами. Для шлифования рельсов в пути применяются три способа: торцевое шлифование рельсов вращающимися абразивными кругами; непрерывная строгание рельсов в пути с последующим виброшлифованием; скользящее шлифование. Первый способ более производителен, позволяет получить выпуклый «ремонтный профиль» головки рельса, второму способу отдайся предпочтение, если для производства работ не требуется «окон». Третий способ используется ограниченно в некоторых странах.
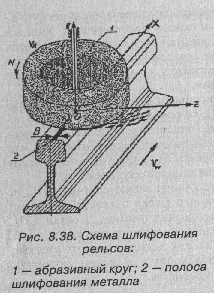
Профильное шлифование головки рельсов в пути достигается абразивной обработкой вращающимися кругами (рис. 8.38) по методу «следа» торцом круга. Абразивный круг 1 вращается вокруг оси и снимает полоску металла 2 шириной «В» при продольной подаче тележки вдоль рельса. Группа кругов обрабатывает головку рельса по многоугольнику. Профильное рельсошлифование позволяет продлить ресурс. Это достигается за счет: съема металла с поверхности рельса с дефектами; уменьшения вибрации и износа деталей тележек подвижного состава; экономии энергии на электрофицирован-ных линиях. После шлифования образуется новая форма головки, которая зависит от величины вертикального и бокового износа и плана линии.

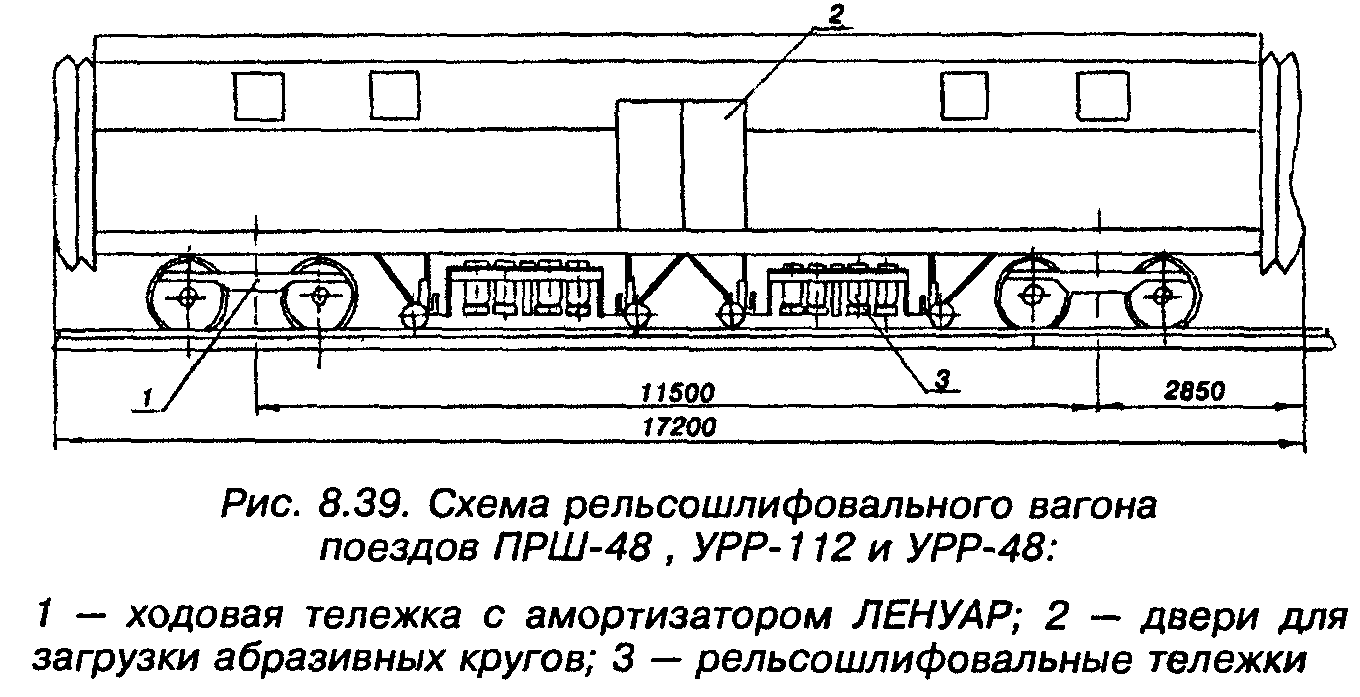
Поезд URR-112-1B состоит из десяти вагонов (рис. 8.39), разделенных на секции А и Б по пять вагонов. Под вагонами № 1-4 и 7-10 установлены рельсошлифовальные тележки, вагоны № 4-1 и 7 являются самоходными, в вагонах № 5 и 6 размещены дизели. Общая длина поезда составляет 180 м, общее число рабочих головок для шлифовки рельсов 112. Рельсошлифовальные тележки установлены друг за другом в продольном направлении рельса. Шлифовальные круги имеют разные углы наклона к поверхности головки рельса. Прижимное усилие каждого рельсошлифовального шпинделя к рельсу регулируется с пульта управления поезда.
Виброшлифовальные машины работают по методу скользящего шлифования, основанного на принципе механического износа выступов неровностей на поверхности катания рельсов абразивными сегментами.
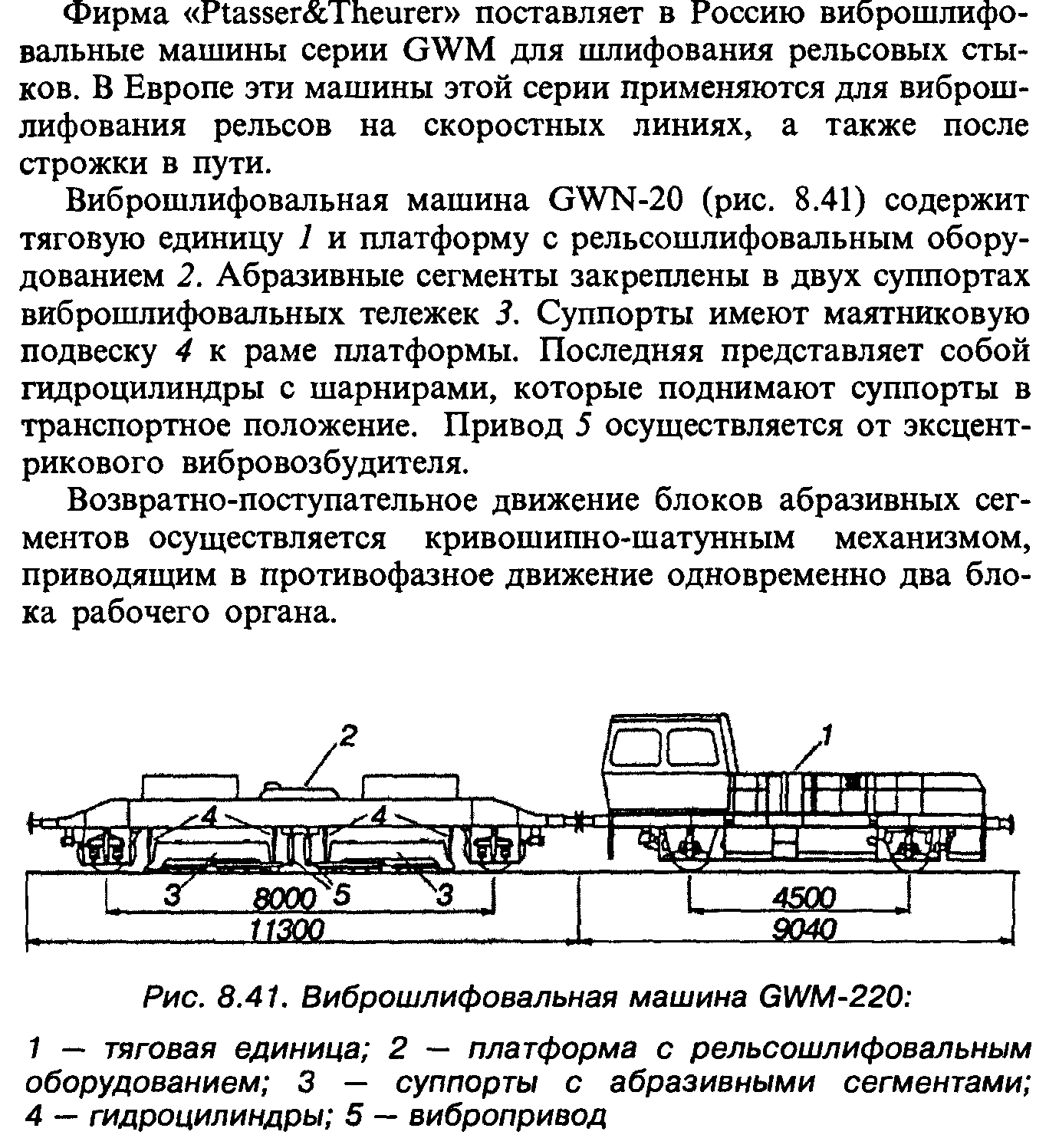
 Виброшлифовальная
машина GWN-20
(рис. 8.41) содержит тяговую единицу 1
и
платформу с рельсошлифовальным
оборудованием 2.
Абразивные
сегменты закреплены в двух суппортах
виброшлифовальных тележек 3.
Суппорты
имеют маятниковую подвеску 4
к
раме платформы. Последняя представляет
собой гидроцилиндры с шарнирами, которые
поднимают суппорты в транспортное
положение. Привод 5
осуществляется
от эксцентрикового вибровозбудителя.
Виброшлифовальная
машина GWN-20
(рис. 8.41) содержит тяговую единицу 1
и
платформу с рельсошлифовальным
оборудованием 2.
Абразивные
сегменты закреплены в двух суппортах
виброшлифовальных тележек 3.
Суппорты
имеют маятниковую подвеску 4
к
раме платформы. Последняя представляет
собой гидроцилиндры с шарнирами, которые
поднимают суппорты в транспортное
положение. Привод 5
осуществляется
от эксцентрикового вибровозбудителя.
Возвратно-поступательное движение блоков абразивных сегментов осуществляется кривошипно-шатунным механизмом, приводящим в противофазное движение одновременно два блока рабочего органа.
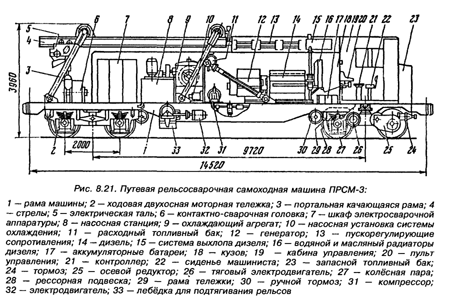
62 Рельсосварочные машины ПРСМ3,4,5.
63 Рельсошлифовальный поезд
64 Шлифовальная машина GWM – 220
65 Машина для одиночной смены шпал

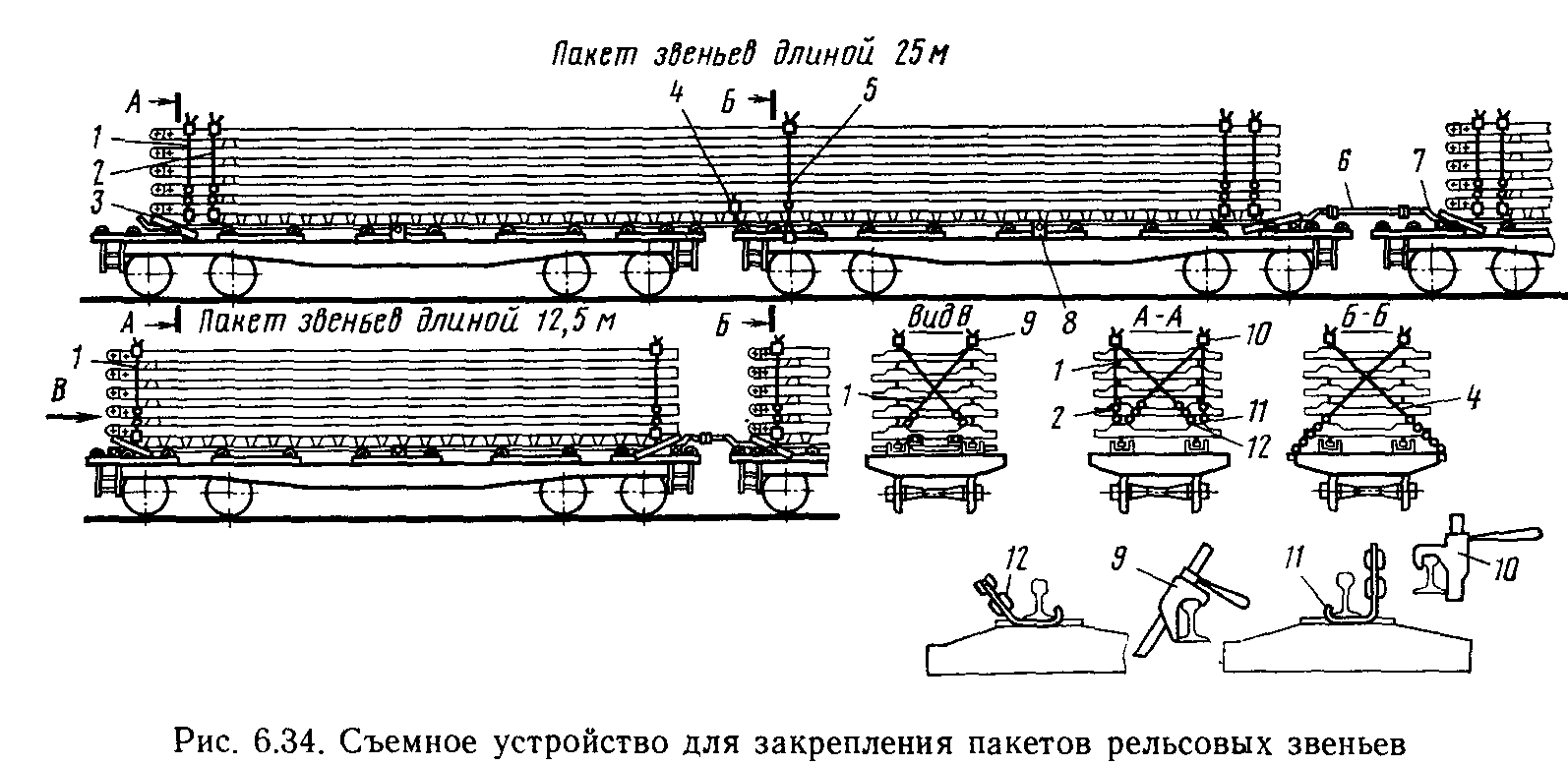
66 Специализированный подвижной состав для перевозки рельсовых плетей
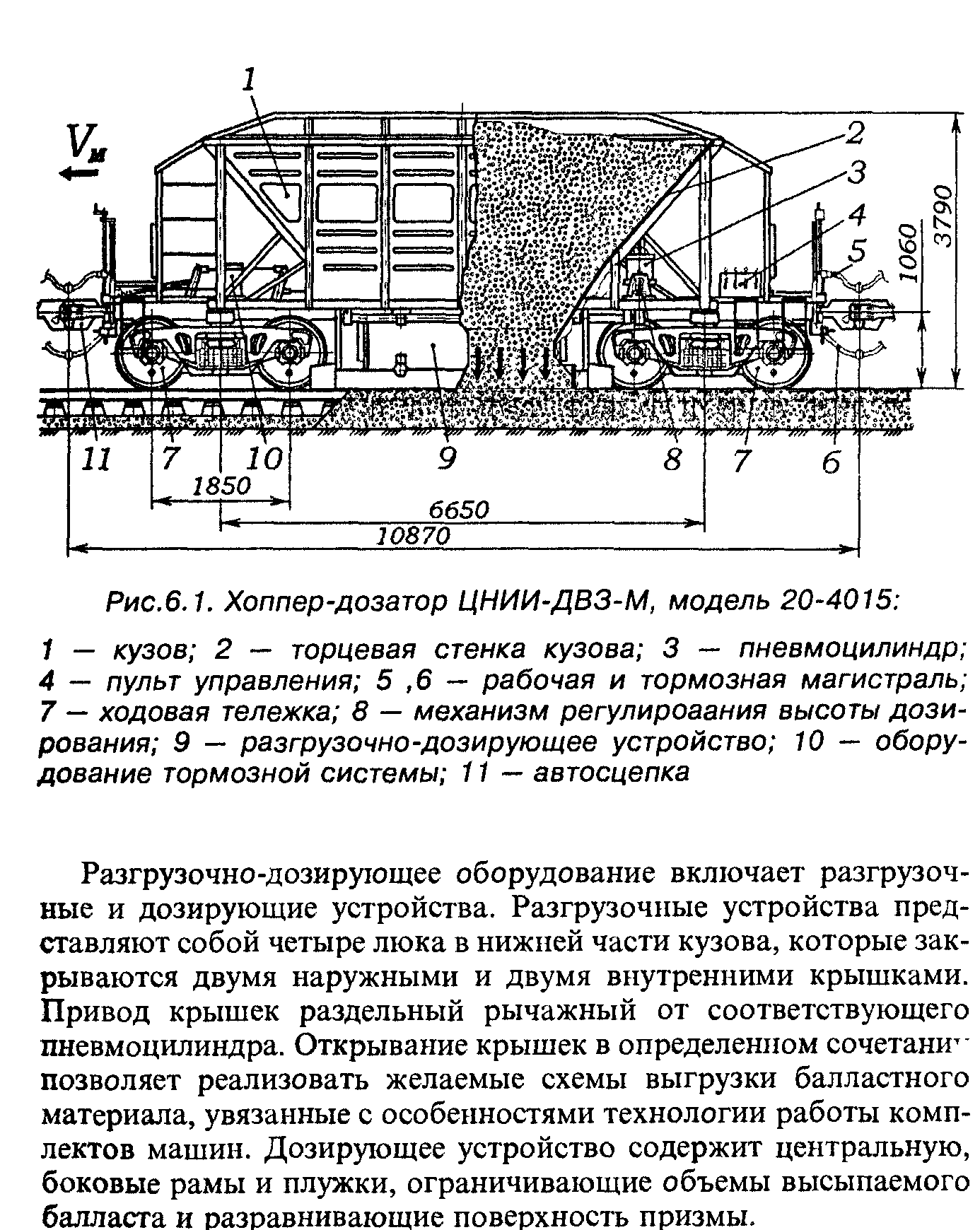
67 Хоппёр-дозаторы
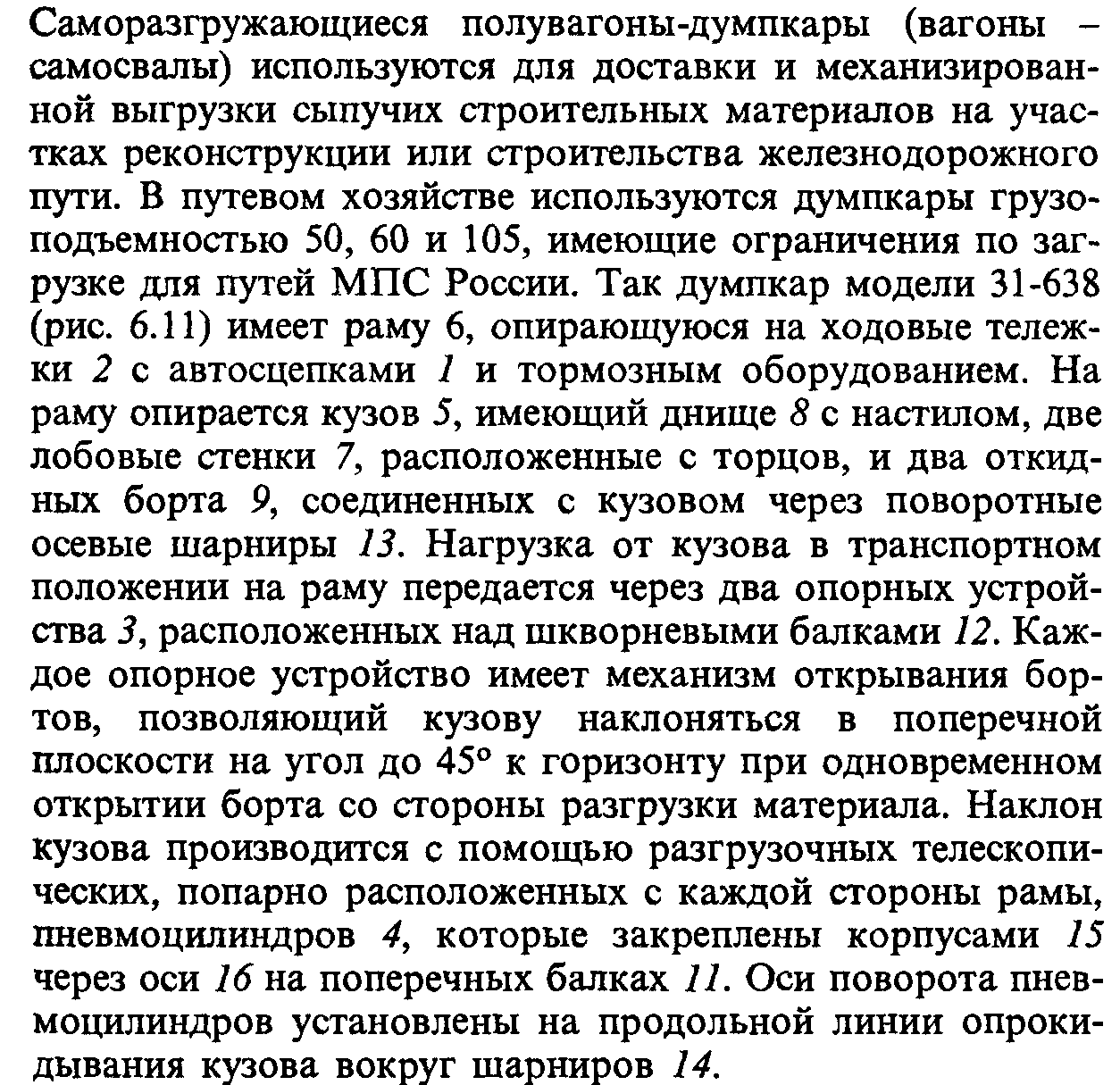
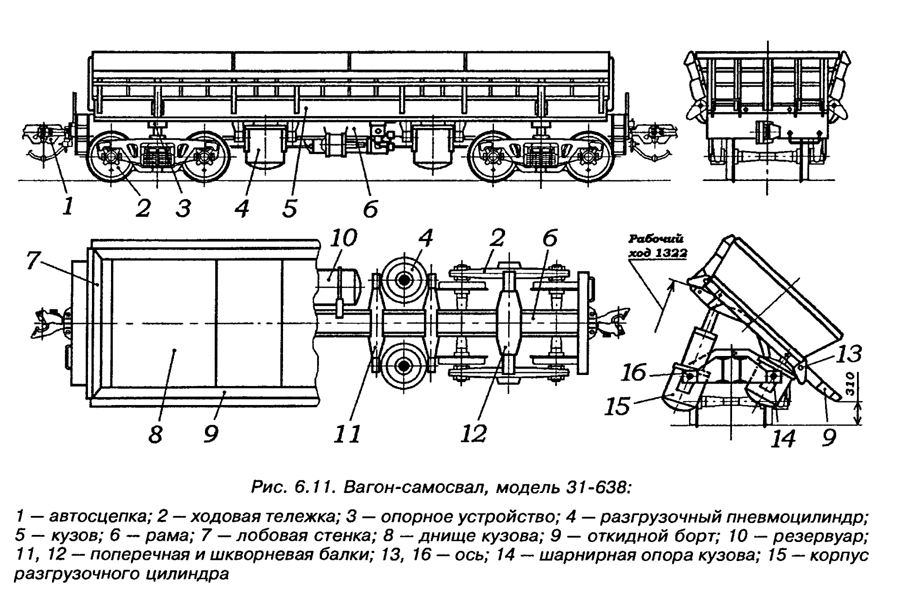
68 Думпкары