

3. Погрешности, обусловленные упругими деформациями технологической системы под влиянием нагрева
При непрерывной работе станка происходит постепенное нагревание элементов технологической системы, вызывающее появление переменной систематической погрешности обработки заготовок.
Основными причинами нагревания станков и их отдельных частей (шпиндельных бабок, столов, станин и др.) являются потери на трение в подвижных механизмах станков (подшипниках, зубчатых передачах), гидроприводах и электроустройствах, во встроенных электромоторах, а также теплопередача от охлаждающей жидкости, отводящей теплоту от зоны резания, и нагревания от внешних источников (местное нагревание от близко расположенных батарей, солнечных лучей, охлаждение через фундамент).
При работе станка происходят постепенное разогревание шпиндельных бабок и их смещение в вертикальном и горизонтальном (на рабочего) направлениях.
4. Погрешности теоретической схемы обработки
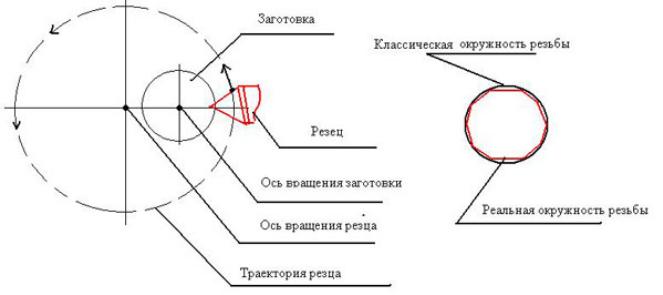
При обработке некоторых сложных профилей фасонных изделий сама схема обработки предполагает определённые допущения и приближённые решения кинематических задач и упрощения конструкции режущих инструментов, вы-зывающие появление систематических погрешностей обработки (обычно сис-тематических погрешностей формы).
Например, при нарезании зубчатых колёс червячными фрезами теоретическая схема операции (качение нарезаемого зуб-чатого колеса по прямолинейной рейке осевого сечения червячной фрезы) заве-домо нарушается наклоном канавки, образующей режущие лезвия фрезы, что ведёт к появлению систематической погрешности эвольвентного профиля зуба. Аналогично возникают погрешности эвольвенты зуба в процессе его строгания долбяками в связи с нарушением правильного профиля последних при образо-вании переднего угла при заточке.
47.Основные факторы, влияющие на достижение требуемой точности на этапах установки заготовок, настройки технологической системы и обработки заготовок.
48.Влияние жесткости элементов технологической системы на точность обработки заготовок.
Под технологической системой понимают совокупность станка, приспособления, заготовки и инструмента. Представилось целесообразным выделять из общей технологической системы заготовок с теми элементами станков и (или) приспособлений, с которыми заготовка контактирует непосредственно.
Как известно, под жесткостью элемента технологической системы принято понимать отношение силы, приложенную к этому элементу, к деформации элемента в направлении действия силы, т.е. J = P/y, Н/м или кгс/мм.
Чем больше жесткость элемента, тем меньше его деформация под действием конкретной силы. и наоборот. Погрешности, обусловленные упругими деформациями заготовки, зависят не только от ее жесткости, но и от соотношения этой жесткости с жесткостью контактирующих с заготовкой элементов технологической системы.
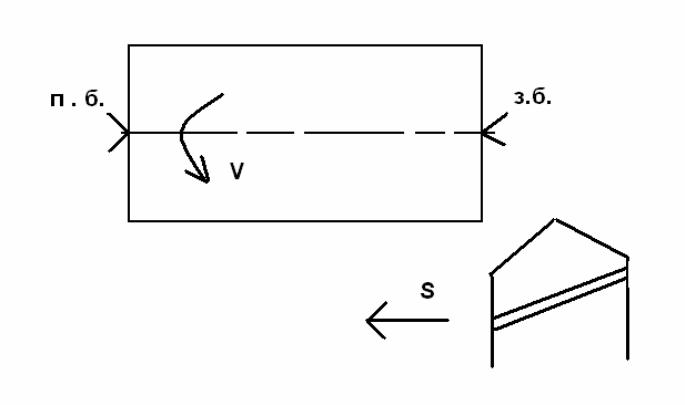
1) j п.б. и j з.б. >> j заг.; (жесткость передней бабки и задней бабки больше жесткости заготовки)
при расположении резца в середине заготовки суммарная деформация заготовки и обеих бабок, а значит и отход резца от заготовки, будет максимальной. Минимальная деформация будет при нахождении резца напротив задней и передней бабок. Очевидно, что при таком соотношении жесткостей мы получим погрешность формы в виде бочкообразности.
2) при j п.б. и j з.б. <<j заг.
мы получим тоже бочкообразность, но величина ее будет значительно меньшей. действующей в этих случаях силой является составляющая силы резания Py, а расчет ведется по формулам сопромата с учетом размеров, формы и свойств материала заготовки, а также с учетом реального расположения и характера опор.