

7.1. Технология изготовления элементов корпуса редуктора.
 Для
сохранения точности механической
передачи важное значение имеет жёсткость
корпусных деталей. Корпус редуктора,
выполнен в виде отдельного агрегата и
имеет относительно простую конструкцию.
Как правило, корпус и крышку изготавливают
литьём из сплавов АЛ – 9, АЛ – 19, ВАЛ –
5 или листовых полуфабрикатов. Полученная
литьём заготовка должна максимально
приближаться к форме готовой детали.
При изготовлении корпусов редуктора,
вследствие их небольших габаритов,
наиболее распространенным способом
является литье в песчаные формы или по
выплавляемым моделям. Механические
свойства литейных сплавов имеют следующие
характеристики: АЛ – 9 имеет
Для
сохранения точности механической
передачи важное значение имеет жёсткость
корпусных деталей. Корпус редуктора,
выполнен в виде отдельного агрегата и
имеет относительно простую конструкцию.
Как правило, корпус и крышку изготавливают
литьём из сплавов АЛ – 9, АЛ – 19, ВАЛ –
5 или листовых полуфабрикатов. Полученная
литьём заготовка должна максимально
приближаться к форме готовой детали.
При изготовлении корпусов редуктора,
вследствие их небольших габаритов,
наиболее распространенным способом
является литье в песчаные формы или по
выплавляемым моделям. Механические
свойства литейных сплавов имеют следующие
характеристики: АЛ – 9 имеет
![]() .=190…210
Н/мм2, АЛ – 19
=300…340
Н/мм2, заготовки из этих материалов
подвергают термической обработке, т.е.
закалке и искусственному старению.
Корпус редуктора, как правило, состоит
из двух частей: основания (корпуса) и
крышки Рис.7.5. Конструкция литых деталей
должна иметь наиболее простую конфигурацию.
Должна быть обеспечена минимальная
толщина стенок и их равномерность.
.=190…210
Н/мм2, АЛ – 19
=300…340
Н/мм2, заготовки из этих материалов
подвергают термической обработке, т.е.
закалке и искусственному старению.
Корпус редуктора, как правило, состоит
из двух частей: основания (корпуса) и
крышки Рис.7.5. Конструкция литых деталей
должна иметь наиболее простую конфигурацию.
Должна быть обеспечена минимальная
толщина стенок и их равномерность.
Рис.7.5
При литье в песчаные формы извлечение
модели из формы не должно приводить к
разрушению формовочной смеси выступающими
элементами или за счет большого трения,
для чего стенкам придаётся уклон по
высоте. Для деталей, имеющих высоту до
25мм, применяется уклон 1/ 5, до 500 мм 1/10
или 1/ 20. Для получения высококачественных
отливок отношение толщины стенок при
переходе от одного сечения к другому
должно быть не более 4 : 1. Переходы от
одного сечения к другому выполняют
галтелями (радиусом) для всех деталей
при соотношении сопрягаемых толщин
![]()
![]()
![]() 2h
Рис. 7.6а.
2h
Рис. 7.6а.
Необходимо устранять узкие или кольцевые углубления Рис.7.6 б. Приливы, бобышки, кронштейны и другие выступающие части не должны мешать извлечению модели из формы. Имеющиеся на корпусе приливы надо располагать в одной плоскости
Рис. 7.6 в, г. Не рекомендуется при изготовлении литых корпусных деталей применять дополнительные разъёмы при формовке, так как при этом снижается точность отливки и затрудняется применение формовочных машин.

Правильно Правильно
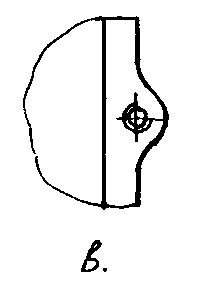
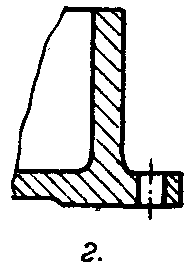
Рис.7.6
Перед механической обработкой детали походят ренгеноконтроль, для выявления микротрещин, усадочных раковин, рыхлот. Механическая обработка производится по плоскости разъёма, периметру и сопрягаемым поверхностям. на фрезерных станках. В дальнейшем эти поверхности используются как технологические базы для последующей обработки. Предварительно обработанные по местам стыка крышка и корпус соединяются технологическими болтами и относительно друг друга координируются двумя штифтами, отверстия под которые сверлят и разделывают совместно в корпусе и крышке.
Обработка отверстий, посадочных мест под подшипники зубчатых колёс и поверхности крепления корпуса двигателя, датчика обратной связи производится на координатно-расточных станках. Расстояния между осями колёс выдерживаются с отклонением не более 0,01 мм, а отклонения от параллельности и перпендикулярности не превышают 5 угловых секунд. Чтобы обеспечить требуемую точность по соосности и перпендикулярности осей зубчатых колёс, обработка крышки и корпуса ведётся совместно после их сборки.
После механической обработки детали корпуса редуктора направляются в цех покрытий, где подвергаются анодированию