

Теоретические сведения.
Конусностью называется отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними. Она определяется по формуле:
(1)
Уклоном называется отношение разности радиусов двух поперечных сечений конуса к расстоянию между ними. Его определяет по формуле:
(2)
Угол поворота салазок рассчитывается по формуле:
(3)
для усеченного конуса
![]() (4)
(4)
для полного конуса
Поперечное смещение задней бабки(на величину h) определяется по формуле:
![]() (5)
(5)
при обточки по всей длине заготовки
![]() (6)
(6)
при обточки на части длины заготовки
Величина смещение конусной линейки:[8]
![]() (7)
(7)
Ход работы
1. Назвать образец и указать особенности его конус.
2. Определить и указать действительное значение всех элементов конуса и всю длину образца детали, т. Е. D d, К, Т, а, 2α, L
3. Сопоставить полученные данные о конусе образца со значениями элементов стандартного конуса, назвать систему конуса у образца и его номер.
Выписать из «Справочника молодого токаря» номинальные значения элементов конуса: D1 d2, l3, 14, α, которые записать по форме таблицы справочника.
Сделать упрощенный эскиз образца детали, каким он может быть после токарной обработки конуса, и проставить на нем справочные значения элементов конуса и длину всей заготовки (см.: Справочник молодого токаря).
Над справочными значениями основных диаметров конуса на эскизе проставить значение диаметров конуса с учетом припуска на шлифование конической поверхности.
Какими способами следует обработать конус у данного образца?
Сделать необходимые расчеты для наладки станка на обработку конуса у детали выбранным способом.
Указать, как вести наладку станка на обработку конуса при выбранном способе.
10. Какой контрольно-измерительный инструмент будет использован при проверке элементов данного конуса при его обработке на токарном станке?
11. Указать» как будет осуществляться самоконтроль элементов конуса выбранным инструментом и как при этом будет учитываться припуск на шлифование.
12. Как будут использованы результаты предварительного контроля для подналадки станка на более точную обработку конуса?
Контрольные вопросы:
Что называется конусом?
Что называется конусностью и как ее рассчитать?
Что называется уклоном, как ее рассчитать?
Как рассчитать величину смещение задней бабки?
Лабораторно-практическая работа №2
Измерение угломерами и калибрами углов конуса и конусности конических поверхностей.
Цель: научится измерять угломерами и калибрами углов конуса и конусности конических поверхностей
Материально-техническая база:
Детали с коническими поверхностями, чертежи деталей, угломеры - УМ, шаблоны, калибры, транспортиры-У1.
Теоретические сведения.
Годность конусов можно определять поэлементно или комплексно.
П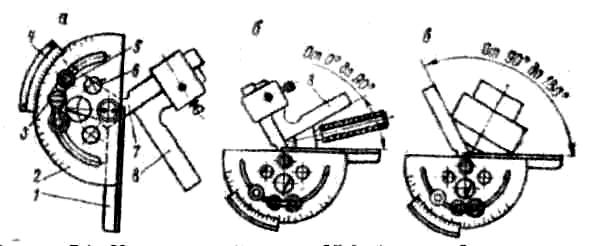 ервый
метод применяют преимущественно при
изготовлении конусов невысокой
точности. В этом случае каждый элемент
конуса измеряют отдельно
линейкой, штангенциркулем, угломером
или проверяют шаблоном.
ервый
метод применяют преимущественно при
изготовлении конусов невысокой
точности. В этом случае каждый элемент
конуса измеряют отдельно
линейкой, штангенциркулем, угломером
или проверяют шаблоном.
Рисунок 7.1 - Универсальный угломер УМ (а) и способы измерения им
(б, в)
Для измерения углов уклона а или конуса 2а пользуются универсальными угломерами, один из которых (тип УМ) показан на рисунке 7.1, а Он предназначен для измерения наружных углов в пределах от 0 до 180°. Состоит из полукруглого основания 2 с градусной шкалой, неподвижной линейки 1, подвижной линейки 7 с поворотным сектором 6. К сектору прикреплен нониус 4 с ценой деления шкалы 2'. Предварительная настройка угломера на требуемый угол осуществляется поворотом линейки 7 и сектора 6 вручную, окончательная — гайкой 3 микрометрического винта. После этого угломер стопорится зажимом 5. Углы 0—90° измеряются с угольником 8 (рис, 7.1, б), свыше 90е — без угольника (рис. 7.1, в).[4]
Вторым методом — комплексным — пользуются при изготовлении деталей с точными сопрягаемыми коническими поверхностями. Такую проверку выполняют калибрами-втулками и пробками, позволяющими определить Точность одного из диаметров и формы конуса.
Для проверки точности диаметра на конусных калибрах-втулках (рис. 7.2, а) имеется контрольный уступ 1, между плоскостями которого должен находиться торец проверяемой детали. На калибрах - пробках (рис, 7.2, б)

Рисунок 7.2 - Калибры для контроля конусов.
выполняется уступ 2 или контрольные риски 3, предназначенные для этой же цели.
Внимание! При проверке конического отверстия калибром-пробкой (рис. 7,2, в) ее вводят в отверстие детали легким нажимом руки. Если диаметр конуса выполнен в пределах допуска, Торец детали должен располагаться между контрольными рисками калибра.
Взаимное прилегание поверхностей отверстия и калибра проверяют методом «на краску». Для этого на коническую поверхность калибра карандашом наносят три продольные риски по окружности примерно на равном расстоянии. Затем калибр плотно вводят в отверстие и проворачивают. По характеру истирания рисок судят о годности детали. Форма конуса считается правильной, если риски истираются равномерно по длине. Точность наружного конуса проверяется калибром-втулкой аналогично.
Угол конуса конической поверхности контролируют угловыми шаблонами: нерегулируемыми (жесткими) и регулируемыми (рис. 7.3, а, б). Точность утла конуса определяют по зазору между конической поверхностью контролируемой детали и измерительной поверхностью шаблона: если обнаружится зазор у большего основания, те угол конуса меньше заданного; если зазор у малого основания, то угол конуса больше заданного.[6]
Р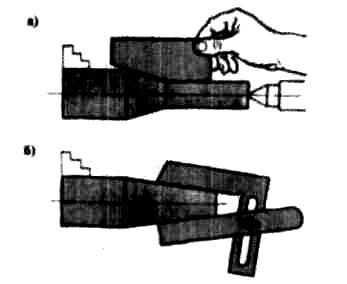 исунок
7.3 Угловые шаблоны: а - нерегулируемые
(жесткие), б
- регулируемые.
исунок
7.3 Угловые шаблоны: а - нерегулируемые
(жесткие), б
- регулируемые.