

7.5 Розробка управляючої програми (для верстата з чпу)
Управляюча програма занесена в карту кодування інформації (ККІ).
8. Проектування верстатного пристрою
8.1 Обґрунтування конструкції та опис проекту мого технологічного
оснащення
Конструкція розробленого пристрою для обробки шпонкового пазу на деталі «вал» складається з опорних стояків, плити, призми, прихвату який кріпиться у штокє пневмоприводу двостороннього руху.
Опорні стойки служать для закріплення на них плити, та всього пристрою до столу верстата. На плиту кріпеться призма за допомогою штіфтов та гвинтів. Також до плити шпильками приєднується пневмоциліндр. Дві деталі встановлються на призмі, базуються по торцю та в осьовому напрямку. Закріплення деталей на призмі відбувається за допомогою прихвата, який переміщується за допомогою пневмоприводу.
Принцип роботи верстатного пристрою:
деталь встановлюється на призми;
повітря за допомогою крана розподільника потрапляє у верхню порожнину пневмоциліндра;
під тиском поршень з штоком рухається вниз переміщуючи прихват, який затискає заготовки до затискного розміру;
після обробки пазу повітря подається до нижньої частини порожнини пневмоциліндра, прихват піднімається в гору і деталі розкріпляються.
8.2.Розрахунок пристрою на точність
Деталь базується по торцю на деталі та по торцю призми і по поверхні обробки.
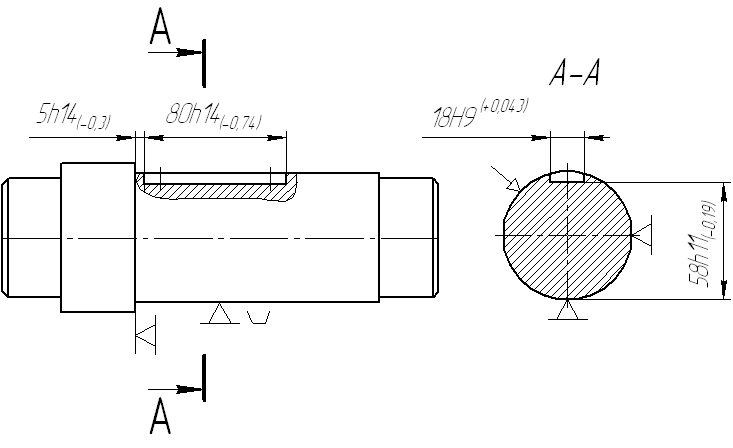
При фрезеруванні необхідно витримувати розмір 58h11(-0,190) и 80h14(-0.74).
Знаходимо погрішність базування деталі в пристрою, оскільки ця величина найбільш впливова на точність обробки і найбільш можливо врахована при проектуванні у сторону зменшення її до нуля.
Погрішність базування визначаємо по формулі:
 (мм)
(8.1.)
(мм)
(8.1.)
Оскільки εб = 0,056 мм < ІТh14 = 0,74 мм, то обробка можлива. Також оскільки вимірювальна база співпадає з технологічною, погрішність базування рівна нулю. Необхідна точність обробки забезпечується.
8.3 Вибір силового приводу та його розрахунок
Для даної конструкції пристрою приймаю пневмоциліндр поршневий двосторонньої дії.

Для розрахунку силового приводу складаємо рівняння рівноваги сил діючих на деталь при фрезеруванні пазу:
 (8.2.)
(8.2.)
де К- гарантованій коефіцієнт запасу, приймаємо К=1,5
 -
сила різання, визначена в розділі 6 по
формулі (6.10.) Pz=
350 Н.
-
сила різання, визначена в розділі 6 по
формулі (6.10.) Pz=
350 Н.
W - сила закріплення деталі, Н
 і
і
 -
коефіцієнти тертя,
-
коефіцієнти тертя,

Тоді:
 (Н)
(8.3.)
(Н)
(8.3.)
Визначаємо зусилля на штоку пневмоциліндра:
W = Q ∙ і , згідно схеми базування і = 1, тоді Q=W
Визначаємо розмір силового приводу:
 (Н)
(8.4.)
(Н)
(8.4.)
де ρ = 0,4 Н/м2 = 4 кгс/см2 – тиск повітря в пневмомагістралі;
η = 0,95- ККД привода.
Звідси находжу діаметр потрібного пневмоциліндра:
 ≈100
(мм) (8.5.)
≈100
(мм) (8.5.)
Висновок по курсовому проекту
У даному курсовому проекті я проаналізувавши початкові дані, а саме: креслення деталі, виробничу програму, розробила технологічний процес обробки цієї деталі і схему наладки на операцію «015 Токарна з ЧПУ», а також спроектувала пристрій для фрезерування шпонкового пазу на деталі «вал».
Перелік посилань.
1. Методичний посібник з виконання курсового проекту за технологією машинобудування. Бердянськ, БМК, 1993 р.
2. Горбацевич А.Ф., Шкред В.А. Курсове проектування за технологією машинобудування. Мінськ, 1983 р.
3. Довідник технолога-машинобудівника, під ред. Косиловой А.Г., Мещерякова Р.К. тім 1.М., 1985 р.
4. Довідник технолога-машинобудівника, під ред. Косиловой А.Г., Мещерякова Р.К. тім 2. М., 1985 р.
5. Обробка металів різанням. Довідник технолога, під ред. Панова А.А. М., 1988 р.
6. Гжиров Р.И. Короткий довідник конструктора. Ленінград, 1984 р.
7. Класифікатор ЕСКД. Методичний посібник. БМК, 1991 м,
8. Класифікатор ТКД. Методичний посібник. БМК, 1993 р.
9 ДСТ 7505-89. Кування сталеві штамповані. Допуски, припуски і ковальські напуски.
10. Загальмашинобудівні нормативи часу і режимів різання на роботи, виконувані на металорізальних верстатах із програмним керуванням. М., 1980 р.
11. Руденко П.А. і ін. Проектування і виробництво заготовок у машинобудуванні. Київ, 1991 р.
12. Мягков В.Д., Палей М.А., Романов А.Б. Допуски і посадки. Довідник. Частка 1-а. Ленінград, 1983 р.
13. Мягков В.Д., Палей М.А., Романов А.Б. Допуски і посадки. Довідник. Частка 2-а. Ленінград, 1983 р.
14. Режими різання металів. Довідник. Під ред. Барановського Ю.В. М, 1972 р.
15. Шагин В.П., Денісов П.С. Ріжучий і допоміжний інструмент. М., 1968 р
16. Порядок заповнення технологічної документації. Методичний посібник Частки 1 і 2 БМК, 1998р.
17. Вардашкін Б.Н., Шатилов А. А. Станочні пристосування. Том 2. Довідник. 1984 р.
18. Обробка металів різанням. Довідник технолога, під ред. Монахова Г.А. М., 1974 р.
Изм.
Лист
№ докум.
Макаренко Т
Коваленко Т.А.
Разраб.
Пров.
Соглас.
Н. контр.
Утв.
Подп.
Дата
КП 5.05050302.010.0000ПЗ
БМК ЗНТУ
гр. 4-АЛ-45
Лит.
Лист
Листов
43
5
РОЗРАХУНКОВО-ПОЯСНЮВАЛЬНА ЗАПИСКА
Инв. № подл.
Подп. И дата
Взам. инв. №
Инв. № дубл.
Подп и дата





Формат
А4
Копировал: