

8.4.3. Смачивание различных типов материалов
Рассмотрим ряд примеров смачивания в композитах с разными типами матриц и наполнителя.
Система твердый металл - жидкий металл. Смачивание осуществляется преимущественно благодаря химическому взаимодействию. Физическое взаимодействие, определяемое дисперсионными и индукционными силами играет существенную роль при смачивании в
системах с низкой поверхностной энергией (например, при смачивании твердых тел водой, органическими жидкостями), но при смачивании расплавленными металлами роль физического взаимодействия незначительна и им можно пренебречь.
Твердые металлы хорошо смачиваются металлическими расплавами в тех случаях, когда контактирующие вещества образуют химические соединения (интерметаллиды) или твердые растворы. При отсутствии химического взаимодействия смачивания обычно не наблюдается. Например, ртуть хорошо смачивает металлы, которые вступают с ней в химическое взаимодействие (щелочные и щелочно-земельные металлы, лантаноиды, актиноиды) и металлы, с которыми ртуть образует твердые растворы ( все непереходные металлы - Сu, Ag, Au, Zn, Cd, Ga, In, Та, Sn, Pb). Напротив, ртуть не смачивает металлы, с которыми не взаимодействует химически или не дает твердых растворов (Fe, Co, Ni, Ti, Mo, Cr, W,V и др. переходные металлы). При полной несмешиваемости металлов в жидком состоянии смачивание в системе твердый металл -жидкий металл отсутствует, например, при контакте жидкого Bi с твердым Fe, жидкого Cd с Al.
В бинарных металлических системах со сходными диаграммами состояния краевые углы тем меньше, чем ближе точки плавления компонентов. В системах, где образуются химические соединения, смачивание может ухудшаться, если образующийся на межфазной поверхности интерметаллид плохо смачивается жидким металлом.
Ювенильные (чистые, свежеприготовленные) металлические поверхности обычно хорошо смачиваются металлами, т.е. в системе твердый металл - жидкий металл <90°. Однако наличие оксидных пленок или других примесей на поверхности контакта приводит к нарушению смачивания. В таких случаях добиться растекания жидкого металла по твердому помогает специальная температурная обработка, прежде всего повышение температуры расплава (например, при контакте жидкого олова с молибденом и вольфрамом при сравнительно невысоких температурах формируются большие краевые углы). Однако при достаточном нагреве окислы Mo и W сублимируют и смачивание Sn значительно улучшается. Большую роль при этом играют также чистота и шероховатость поверхности, применение флюсов, легирование.
Система жидкий металл - тугоплавкое соединение.
Жидкий металл - тугоплавкий окисел
Экспериментальные и теоретические исследования выявили следующие признаки смачивания окислов жидкими металлами.
• Смачивание окислов улучшается с повышением сродства жидкого металла к кислороду. Материалы, активные по отношению к кислороду
(титан, цирконий, алюминий, марганец, ниобий, тантал), хорошо смачивают окислы типа Аl203, BeO, UO2, MgO и т.п. Напротив, расплавы малоактивных металлов (ртуть, олово, свинец, никель, кобальт, железо) плохо смачивают эти окислы ( ~120-150°).
• Смачиваемость окислов уменьшается с увеличением энергии связи кислорода в окисле, т.е. с увеличением свободной энергии образования данного окисла [например, окислы металлов с большой электропроводностью (соединения с относительно слабой связью металл - кислород) смачиваются жидкими металлами лучше, чем окислы с малой электропроводностью].
При анализе смачивания тугоплавких окислов необходимо учитывать, что в большинстве случаев их поверхность образована преимущественно анионами кислорода, размер которых значительно превышает размер металлических катионов. Поэтому взаимодействие жидкого металла с окислом определяется взаимодействием расплава с кислородом окисла. Для двухвалентных металлов идет реакция:
Ме"+Ме'O=Ме' +Ме" О
Изменение термодинамического потенциала при этой реакции:
G=G''-G', где G'' и G' - изменения потенциалов при реакциях окисления жидкого металла и металла, образующего твердый окисел. При этом смачивание улучшается при уменьшении разности термодинамических потенциалов (табл. 8.1).
Таблица 8.1. Краевые углы на Al2O3
Расплав
|
Температура, ° С
|
,град.
|
G,кДж/мольО2
|
Медь
|
1100
|
155
|
82
|
Свинец
|
900
|
132
|
77
|
Кобальт
|
1500
|
125
|
62
|
Кремний
|
1450
|
82
|
25
|
Алюминий
|
1250
|
48
|
0
|
В общем случае, твердый оксид лучше смачивается жидким металлом, имеющим большее сродство к кислороду, чем металл в оксиде. Этот металл, в свою очередь, лучше смачивает оксид, имеющий меньшую энергию образования. К металлам, имеющим большое сродство к кислороду, относятся Mb, Та, Ti, Cr, Zr и малое сродство к кислороду -W, Fe, Co, Cu, Mo.Ni.
Жидкий металл - графит, алмаз
Смачивание графита и алмаза жидкими металлами происходит, как правило, в тех случаях когда металл достаточно интенсивно химически взаимодействует с углеродом. Непереходные металлы Си, Sn, Ag,
Au, In, РЬ, Sb, Bi, Ga, химически инертные по отношению к углероду, образуют на поверхности гранита и алмаза тупые краевые углы (табл. 8.2).
Карбидообразующие непереходные элементы (Al, Si, В) могут давать с углеродом ковалентные соединения, и поэтому расплавы этих веществ могут смачивать графит и алмаз при определенных условиях. Важную роль играет температура, например, при температурах ниже 1000°С смачивание графита жидким Al отсутствует, а при температурах выше 1200°С происходит полное смачивание.
Таблица 8.2. Краевые углы непереходных жидких металлов на алмазе и графите
Жидкий металл
|
Температура, ° С
|
Краевой угол , град.
|
|
Алмаз
|
Графит
|
||
Медь
|
1100
|
145
|
140
|
Серебро
|
1000 980
|
120
|
136
|
Германий
|
1000
|
136
|
139
|
Индий
|
800
|
148
|
141
|
Олово
|
900
|
125
|
153
|
Свинец
|
1000 800
|
110
|
138
|
Сурьма
|
900
|
120
|
140
|
Все карбидообразующие переходные металлы (Ti, Cr, Zr, Mn и др.) имеют с углеродом прочные связи, поэтому они обычно хорошо смачивают алмаз и графит. Характерно, что при растворении переходных металлов в расплавах непереходных элементов часто наблюдается резкое улучшение смачивания алмаза и графита. Например, при растворении в жидком Ag (непереходный металл) всего 0,1% титана (переходный металл), краевой угол смачивания на алмазе при 1000°С становится острым (45°), вместо 145°, а при растворении 1% титана - 7°. Хорошо смачивают графит чистые (ненауглероженные) металлы подгруппы железа (Fe, Co, Ni).
Распространенные композиты с волокнами, например, из углерода, бора, глинозема, окиси циркония, с металлической матрицей получают методом пропитки, поэтому прочность соединения определяется условиями смачивания. Так, расплавы Си и Sn не реагируют и практически не смачивают углеродные волокна, а поэтому непригодны для пропитки.
Капиллярная пропитка пучка волокон жидким металлом (рис. 8.2) описывается следующими соотношениями:
для случая несмачивания (отсутствие пропитки)
ss<2γslcos; (8. 13)
для случая смачивания [возможность пропитки (рис. 8.2)1
γss>2γslcosθ, (8. 14)
где γss, γsl - поверхностная энергия на границе твердое тело - твердое тело и на границе твердое тело - жидкость соответственно.
Для улучшения смачивания необходимо изменить свойства поверхности твердого тела (волокон), например, путем повышения их поверхностной энергии (уд на рис. 8.1), нанося на поверхность волокна покрытие или осуществляя химические реакции, т.е. для улучшения смачивания необходимо выполнение следующего соотношения:
Рис.
8.2. Капиллярная пропитка пучка твердых
(s)
волокон
каплей расплавленного жидкого (Г)
металла: а
— без смачивания; б—со смачиванием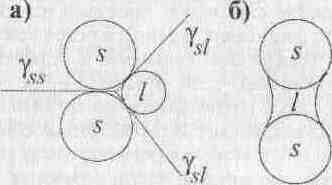
Например, покрытие волокна бора слоем TiB2; или покрытие углеродного волокна слоем TiN улучшают смачивание этих волокон жидким алюминием.
Смачивание полимерных материалов. Механические характеристики полимерных композитов, армированных волокнами, зависят от трех факторов: 1) прочности и упругости волокна. 2) прочности и химической стабильности полимерной матрицы (смолы, полиэтилен и др.), 3) прочности связи между смолой и волокном, от которого зависит эффективность передачи напряжений через поверхность раздела.
Прочность полимерных, лакокрасочных и других пленок определяется свойством смачивания, т.е. условием формирования площади контакта жидкий адгезив - подложка, образованием внутренних напряжений и релаксационными процессами при затвердевании адгезива. а также влиянием внешних условий (давления, температуры, электрического поля и др.). Прочность клеевых соединений, кроме того, определяется когезией отвердевшей клеевой прослойки.
Хорошее смачивание субстрата жидкой смолой имеет первостепенное значение, так как плохое смачивание приводит к образованию пор, которые служат концентраторами напряжений и способствуют образованию трещин. Для полного смачивания поверхности подложки вязкость адгезива должна быть низкой, а его поверхностное натяжение меньше критического поверхностного натяжения подложки.