

9 Правила высадки и определение размеров конической полости пуансона при наборе метала на гкм
1. Высадка заготовки необходимого диаметра произвести в один переход без дефектов (искривление, смещение металла, зажимы) только в том в случаи, если длина высаживаемой части прутка не превышает 3 диаметров при плоском пуансоне и ровном торце заготовки, если это не соблюдается, то применяется следующее значение однопереходного коэф-та

При косом торце заготовки или после высадки с пережимом плоским пуансоном
ψ< или =2,5
При высадке плоским пуансоном с наметкой под прошивку и небольшом скосе
ψ< или =2
После высадки с пережимом и сдвигом прутка, ψ< или =1,5
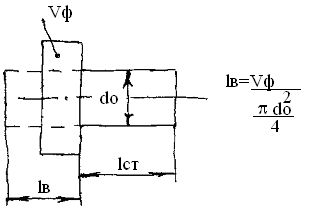
Набор метала предназначен для увеличения объема высаживаемой части заготовки, когда поперечное сечение последней не достаточно для высадки в формовочно-прошивных переходах, т. е. в окончательных штампах (ручьях).
Высадка заготовки может производиться в цилиндрических полостях матриц, в цилиндрических полостях пуансонов, конических полостях пуансонов.

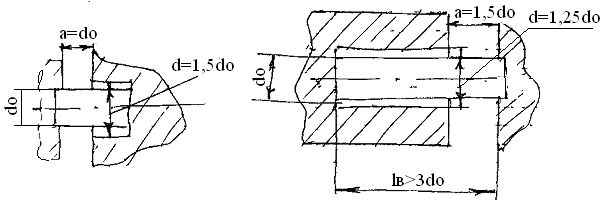
2. При длине высаживаемой части заготовки lв>3do можно высадить поковки за 1 переход при условии, если максим-ый диаметр полости пуансона или матрицы не превышает 1,5dо. При этом длина провисающей части прутка а не должна превышать
величины dо. При диаметре полости матрицы или пуансона D=1,5do и а< или =1,5do при D=1,25do.
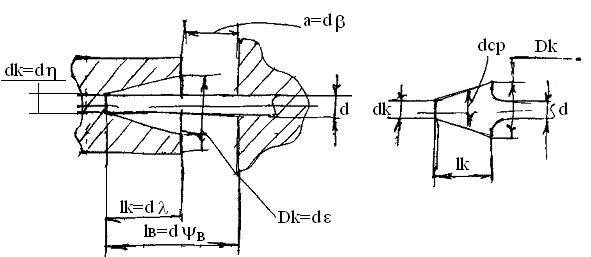
3 При высадки в конической полости с меньшим диаметром конуса dk=~do, длину провисающей части прутка а можно увеличить до 2d, если Dk < или = 1,5dо и увеличить до 3d, если Dk не превышает 1,25dо.
Приведенное правило высадки о соотн-ии размеров заготовки инстр-та не позволяет при высадке в конических полостях непосре-но по ним выполнять конст-ию пуансона со всеми необх-ми размерами. Для определении ярабочих размеров конич-их пуансонов необх-мо еще дополнительно учитывать объемы конической полости и объема высаживаемой части прутка.
Методика расчета опред-ия размеров конического перехода предложена Томленовым и учитывает:
использование относительных размеров полости пуансона и высаживаемой части прутка
Рав-во объема высаживаемой части прутка и конической полости пуансона


 ,
,
Поделим обе части рав-ва на D3:
 ,
,
 ,
,
 ,
,
 ,
,

Расчет производиться для коэф-та η=1,05…1,2.
Задается величина ψв
Рассчитывается величина β, β=1,2+0,2ψв
β< или = 3
Определяется величина λ
λ=ψв-β
Зная коэф-ты λ, ψв и η из уравнения связи относит-ых размеров наход-ся величина ε.
После
высадки в конической полости находиться
величина dср
 и соотношение м/д lк
и dср
(lk/dср).
Если данное соотношение < или = 3, то в
дальнейшем проек-ся формовочно-прошивной
переход.
и соотношение м/д lк
и dср
(lk/dср).
Если данное соотношение < или = 3, то в
дальнейшем проек-ся формовочно-прошивной
переход.
Если соотношение (lk/dср) >3, то произ-ся перерасчет по данной методике, но в качестве исх-ой заготовки принимается диаметр заготовки равный dср вместо d.
При расчете длины конической полости необходимо ее объем увеличить на 6-13% от расчетной величины объема высаживаемой части прутка.