

3.Основные операции свободной ковки (осадка, протяжка, прошивка, гибка, рубка, закручивание). Технологические параметры.
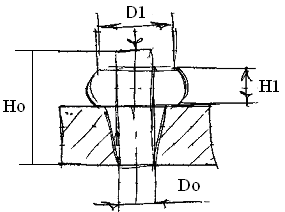
Осадка -основная кузнечная операция при которой увеличиваются размеры поперечного сечения исх-й заготовки за счет уменьшения высоты. Применяется: для получения поковок с большим поперечным сечением, как предварительная операция перед протяжкой для увеличения укова, для повышения мех-х хар-к, для выравнивания торцов заг-ки.

В зависимости от соотношения H/D заготовка принимает одну из 3-х форм:
1.одинарная бочка Н/D<=2.5
2.двойная бочка H/D>2.5
3.рюмкообразная форма
Причина: контактное трение и подхолаживание поверх-ти
Основные параметры
1) Степень деформации Е=Н/Ho
2) Коэффт ковки q=Ho/H1
3) Уковка У=Fп-1/Fп
Основные правила осадки:
1.слиток должен нагреваться до мах ковочных температур(1200-1250).
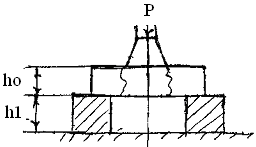
2.соотношение H/P не должно быть >2.5
3.использование смазок для уменьшения искажения
4.избежание критической степени деформации
Основные способы осадки
1.на плоских бойках без хвостовика
2.с хвостовиком
3.в подкладных кольцах
4.в нижнике 5.высадка сколом

6. осадка с разгонкой

протяжка основная операция при которой за счет уменьшения площади попер сечения увели-ся длина заготовки. Применение для изготовления валов.
Протяжка плоскими бойками осущ-ся 2 методами:
1.протяжка заготовки с одной стороны на длину участка, кантовка на 90, протяжка со 2й стороны, подача (продольное перемещение) и операция повторяется
2.протяжка заг-ки каждой стороны с последующей кантовкой на 90,и обжатие в сторону подачи.
Параметры:
Переход –2 последующих обжима с кантовкой на 90 ,подача-длина обжимаемого участка, коэффт перехода=B/H=φ; E=H/Ho-относительное обжатие, Eв=B/Bo-относительное уширение; El=L/Lo-относительное удлинение, У=(Fп-1)/Fп-уковка. Коэффт интенсивного уширения fo=Fз/Fl.
Правило протяжки: вытяжка большого слитка выполняется от середины к началу, мелкий –от края к середине, коэффт перехода не должен быть >2.5.Величина подачи Lo должна быть больше высоты уступа,Lo должна быть 40-80 от ширины бойка, избегать критической степени деформации, после кантовки на 90 боковая пов-ть заготовки должна быть перпендикулярна плоскости бойка.
Способы протяжки:
1.плоскими и вырезными бойками
2.на оправке
3.раздача на оправке, тувеличение внутр-о и наружн-го диаметра пустотелой заг-ки, за счет утонения стенки.

Прошивка-основная кузнечная операция посредством которой в заготовке получаем отверстия с углублением (сквозная и несквозная). Инструмент –прошивень

Перед прошивкой заг-ка осаживается.
Способы прошивки:
1.Прошивка на подкладном кольце
2.Прошивка сплошным прошивнем 3.Прошивка полым прошивнем

Рубка-основная кузнечная операция при помощи которой заготовка разделяется на части, или отделяют часть по определенному контуру. Инструмент топоры различной формы.
Способы:
1) Рубка с одной стороны, когда топор внедряется на глубину 90% порядка высоты заготовки (для некрупных слитков).
2) 2х. При внедрении топора до 50% заготовки, причем одна часть заготовки идет в отход.
3) 4х – обеспечивает получения качественного среза при разделении слитка.
Закручивание - основная кузнечная операция, когда производится поворот одной части заготовки относительно другой вокруг одной оси. Получают коленчатые валы, сверла.
Гибка - Гибка лист. материала предст-ет собой процесс упруго-пластич. дефор-ции, протекающий с каждой из сторон материала. Слои Ме внутри угла изгиба (т.е. со стороны пуансона) подвергаются сжатию в продольном направлении и растяжению в поперечном. Слои наружного радиуса подвергаются продольному растяжению и поперечному сжатию (рис.а).
