

Вспомогательные элементы приспособлений. Делительные устройства.
Эти устройства являются наиболее ответственными в делительных приспособлениях, от них зависит точность деления при позиционной обработке.
Фиксаторы представляют собой стержни различной формы, которые монтируются на неподвижной части приспособления – корпусе. Перед началом обработки стержень заводится в одно из отверстий в подвижной (поворотной) части и жестко фиксирует ее относительно корпуса.
Управление фиксатором осуществляется вручную или автоматически.
Фиксаторы выполняются с цилиндрической, конической и призматической частью. Материал – сталь 45 с HRC 40…45 и сталь 20Х с HRC 55…60.
Делительный устройства работают по двум схемам:
С радиальным фиксатором.
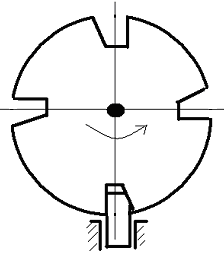
Свойства:
- малые осевые габариты, но большие радиальные;
- повышенная точность деления;
- низкая технологичность.
С осевым фиксатором.
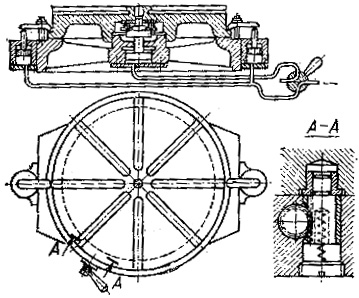
Свойства:
- малые радиальные и большие осевые габариты;
- точность деления меньше, чем радиальной схемы;
- высокая технологичность;
Эта схема наиболее широко применяется.
Контрольные приспособления
Применяют для проверки заготовок деталей и узлов машин в тех случаях, когда эта проверка не может быть произведена с помощью универсального измерительного инструмента и калибров с достаточной точностью, либо совсем не возможна в условиях поточного автоматизированного производства.
Нормы погрешности измерения
Погрешность измерения для контроля ответственных изделий составляет 8% от поля допуска изделий. Для менее ответственных – 15…20%, для неответственных – 30% поля допуска.
Элементы контрольных приспособлений
Корпус.
Установочные элементы.
Зажимные элементы.
Измерительные элементы.
Вспомогательные.
Корпуса выполняются с большей точностью, но испытывают меньшие нагрузки. Для снижения износа установочные поверхности выполняют очень высокой твёрдости, нередко из твёрдых сплавов, или выполняют в виде роликов (заменяют трение скольжения трением качения).
При проектировании контрольных приспособлений следует стремиться к совмещению измерительных и установочных баз. Несоблюдение этого условия допустимо, когда погрешность базирования не превышает 10…15% поля допуска на проверяемый размер для неответственной продукции.
Для повышения производительности контроля, а так же его качества, применяются многомерные контрольные приспособления.
Условия применения многомерных приспособлений
Проверяемые размеры должны быть проставлены от единой измерительной базы.
Совпадение этой базы с удобной для контроля установочной базой.
Возможность пересчёта допусков на проверяемые размеры с учётом специфики многомерного контроля.
Зажимные устройства в контрольных приспособлениях предупреждают смещение детали относительно измерительного устройства, обеспечивают плотный контакт установочных баз с опорами приспособления. Зажимные устройства должны развивать небольшие, но стабильные усилия, должны быть быстродействующими.
Измерительные устройства контрольных приспособлений делятся на:
Предельные (безшкальные).
Шкальные.
Работающие по принципу нормальных калибров.
Предельные устройства не дают численных значений измеряемых величин, а лишь дают возможность разделить изделия на три группы: на годные и на 2 вида брака (устранимый/неустранимый).
В контрольных приспособлениях применяются выдвижные или установочные скобы, щупы и т.д.
Предельными являются электроконтактные датчики. Применяются в сочетании с устройством сортировки. Обеспечивают точность измерения порядка 1 мкм и до 25000 измерений без регулировки датчика.
Приспособления с отсчётными измерительными устройствами применяются при обычном и статистическом контроле. Наиболее распространены индикаторные головки, различаемые по классу точности: 0 – погрешность 10 мкм, 1 – погрешность 15 мкм, 2 – погрешность 20 мкм (на 1 оборот стрелки).
Пневматические микрометры позволяют производить измерения с точностью 0,2…0,5 мкм. Т.к. у них отсутствует прямой контакт с деталью, у них больший срок службы.
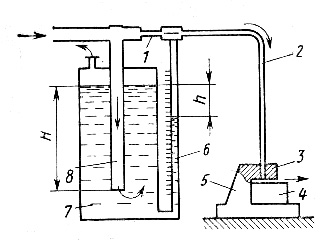
С микроманометром
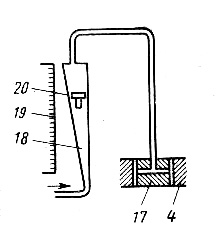
С расходомером
В качестве устройств, работающих по принципу нормальных калибров, используют контурные, плоские или объёмные шаблоны. Оценка соответствия производиться визуально или на просвет.
К вспомогательным устройствам контрольных приспособлений относятся:
Поворотные устройства – для проверки радиального или осевого биения.
Ползуны – для проверки прямолинейности, плоскостности, параллельности.
Выталкиватели, подъёмные устройства и т.п. – для установки и снятия детали.
Особое место занимают передачи:
Прямолинейные
Угловые (рычажные)