

Зажимные механизмы. Классификация зажимных механизмов.
Силовые механизмы приспособлений делятся на простые и комбинированные, т.е. состоящие из двух или трех сблокированных простых механизмов.
К простым механизмам относятся клиновые, винтовые, эксцентриковые рычажные и др. Простые механизмы называют зажимами.
Комбинированные механизмы обычно выполняются как винто-рычажные, эксцентрико-рычажные и др.
В тех случаях, когда простые или комбинированные механизмы используются в компоновках с механизированными приводами (пневматическими и др.) их называют механизмами-усилителями.
По числу ведомых звеньев механизмы делятся на однозвенные, двухзвенные и многозвенные.
Каждый силовой механизм имеет ведущее звено, к которому прикладывается исходная сила, и одно или несколько ведомых звеньев (прижимных планок, плунжеров, кулачков), передающих обрабатываемой детали силы зажима. Многозвенные механизмы зажимают одну деталь в нескольких точках или несколько деталей в многоместном приспособлении одновременно и с равными силами.
По степени механизации силовые механизмы бывают ручные, механизированные и автоматизированные. Механизированные зажимы работают от энергии, передаваемой приводом. Автоматизированные зажимы приводятся в действие перемещающимися столами, суппортами, шпинделями станков или центробежными силами вращающихся масс и осуществляют зажим и раскрепление без участия рабочего.
Простые механизмы.
1. Винтовые механизмы.
Применяют в приспособлениях с ручным закреплением заготовок, в приспособлениях механизированного типа, а также в автоматических приспособлениях. Они просты, компактны и надежны в работе.
Винтовые зажимы – самые используемые. К их особенностям следует отнести: большие зажимные усилия при малых исходных; универсальность – для закрепления самых разнообразных деталей; самоторможение – исходное усилие действует только в момент закрепления. К недостаткам следует отнести малую производительность, износ. Применяются в основном в единичном и мелкосерийном производстве.
На показан пример закрепления винтовым зажимом:
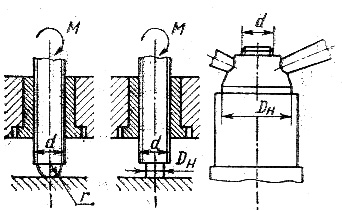
Номинальный диаметр винта в мм определяется из соотношения:
![]()
где С= 1,4 коэффициент для метрической резьбы;
Q – сила закрепления заготовки, Н;
- допустимое напряжение растяжения (сжатия) (для винтов из стали 45 - = 80 – 100 МПа).
Диаметр округляется до ближайшего большего значения. В приспособлениях применяют резьбы от М8 до М42.
Расчётные формулы:
![]()
здесь: rср- средний радиус резьбы (по ГОСТ)
α – угол подъёма резьбы
L – длина рукоятки
f – коэффициент трения
- угол профиля
=6…16
![]()
Тогда исходное усилие зажима:
![]()
для приближённых вычислений можно использовать формулу:
![]()
На рисунке показан пример зажима детали гайкой.
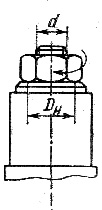
Расчётные формулы:
В этом случае доля крутящего момента, развиваемого гаечным ключом, идущая на создание зажима, будет меньше из-за существования трения на поверхности гайки.
![]()
для приближённых вычислений можно использовать формулу (для резьб М8-М48):
![]()
Приблизительная таблица усилий зажима:
М |
L, мм |
Q, кгс |
W, кгс |
10 |
120 |
2,5 |
300 |
12 |
140 |
3,5 |
410 |
16 |
190 |
6,5 |
770 |
20 |
240 |
10 |
1200 |
Особенности конструирования винтовых зажимов.
На рисунке представлен пример зажимного винта с пятой. Трудновыполнимые штифтовые зажимы пяты могут выполняться проволочной дугой, а проще сделать как на рисунке 34-б. В этом случае сложность заключается в выполнении канавки под головку винта. Но в целом, проектирование такого узла проще.
Конструктивные разновидности торцов винта. |
||
|
||
со сферическим концом |
с плоским концом |
с башмаком (для предупреждения порчи заготовки) |
Момент, развиваемый на рукоятке или маховичке, для получения заданной силы закрепления |
||
|
|
|

где f = 0,15 – коэффициент трения;
Момент завинчивания гайки:
![]()
Р – сила, приложенная к ключу;
l – расчетная длина ключа (рукоятки).
Винты изготавливаются из стали 45 с т.о. до HRC 35 – 40.
Направляющая резьбовая втулка выполняется из углеродистой стали 35 или 45 без закалки.
Повышение производительности винтовых зажимов.
Применение быстросменных шайб.
Применение откидных шайб.
Наружный диаметр гайки должен быть меньше, чем отверстие детали, через которое гайка должна проходить при установке и снятии с обрабатываемой детали. Соблюдение условия dD.
Применение быстросменных гаек.
Применение откидных планок и болтов.
Зазор вокруг штифта обязателен, усилие передаётся не штифтом, а радиусными щёчками рычага. Шайба так же обязательна, посредством её добиваются нужной высоты рычага. Паз под болт должен быть глубже на 1…2 мм (так же для настройки на размер детали). Скос нужен для более быстрого снятия детали – по радиусу гайка снимется без большого скручивания.