

Производящие линии поверхностей и методы их образования
( ОБРАТИМЫЕ
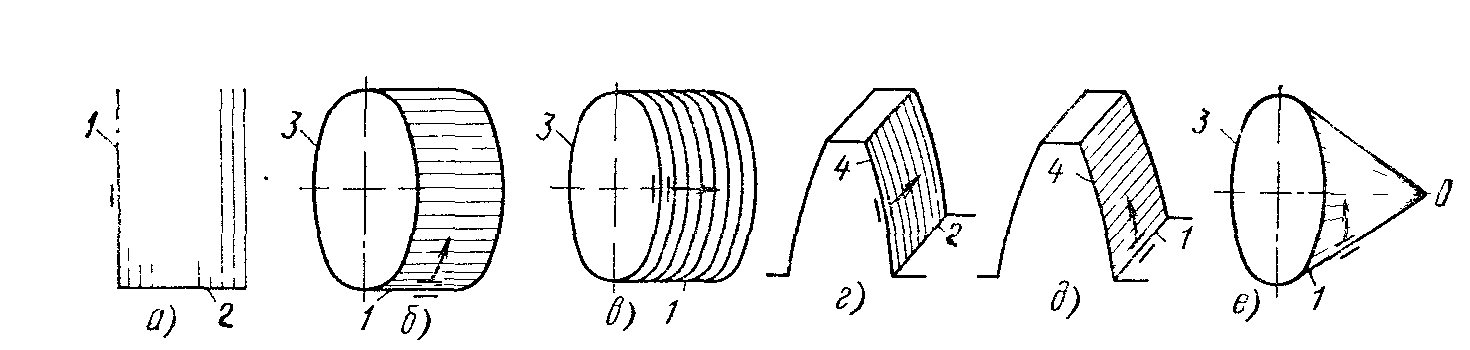
ПОВЕРХНОСТИ а,б:1 — образующая, 2,3 —
направляющая, в: 3 — образующая, 1 —
направляющая, г: 4 — образующая, 2 —
направляющая, д: 1 — образующая, 4 —
направляющая (эвольвента), НЕОБРАТИМЫЕ
е: 1 — образующая, 3 — направляющая)
ОБРАТИМЫЕ
ПОВЕРХНОСТИ а,б:1 — образующая, 2,3 —
направляющая, в: 3 — образующая, 1 —
направляющая, г: 4 — образующая, 2 —
направляющая, д: 1 — образующая, 4 —
направляющая (эвольвента), НЕОБРАТИМЫЕ
е: 1 — образующая, 3 — направляющая)
Тела ДМ ограничены поверхностями, образ-ми при обработке. Они имеют протяженность и расположены относительно др др-а. Образование поверхности можно рассматривать в виде следа при движении производящей линии (образующей) по другой линии (направляющей).
Обратимые поверхности — форма не изменяется при изменении мест образующей и направляющей линии. При образовании необратимых поверхности менять местами образ-ю и направ-ю нельзя, т.к. Требуемые поверхности можно не получить. Такие поверхности — с изменяющейся производящей линией.
В реальных условиях об-ки производящие линии воспроизводятся комбинацией соглас между собой вращательным прямолинейным перемещением РИ и заг-ки. Такие движения наз-я формообразующими.
Существуют 4 метода образования производящей линии:
(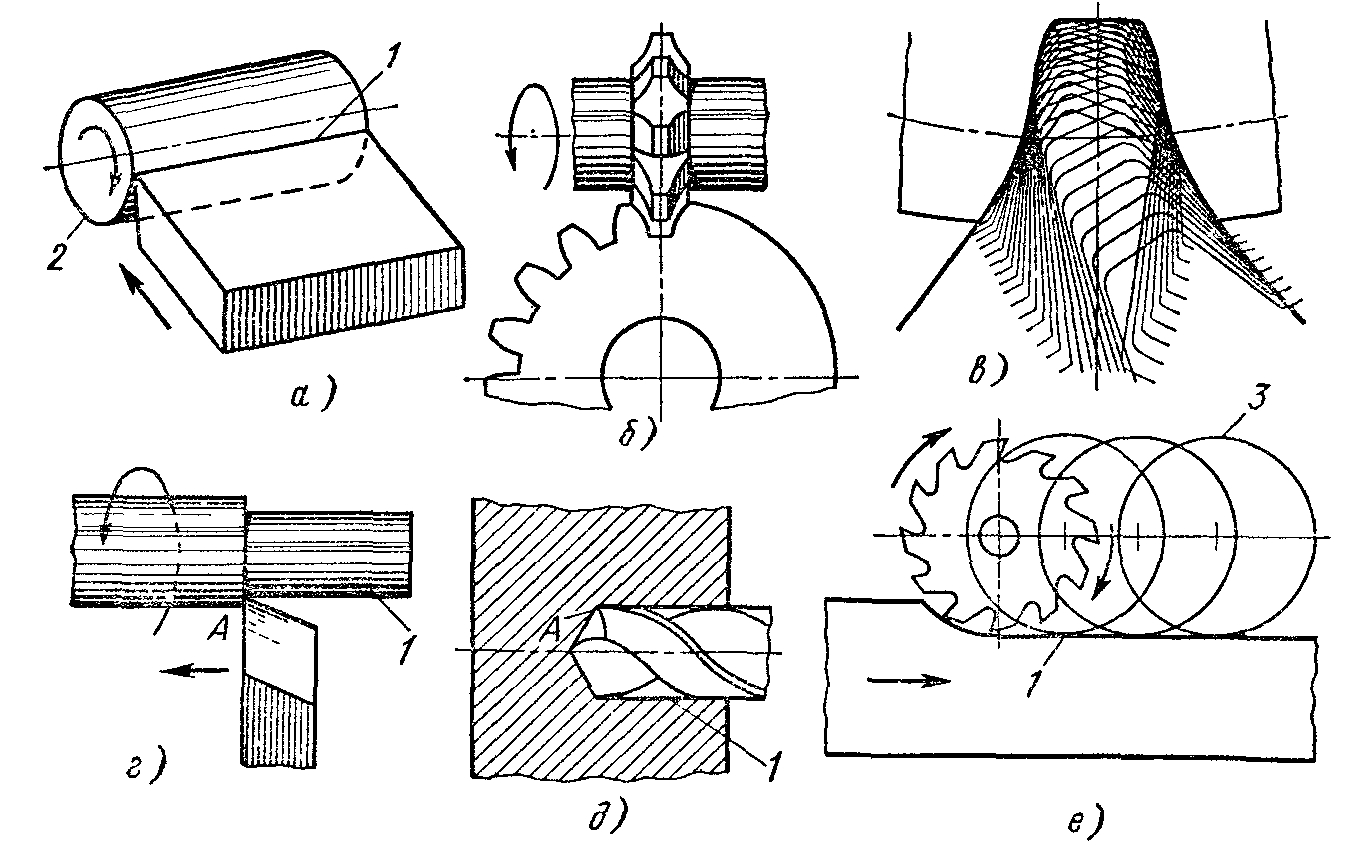 а,б
— метод копирования; в — метод обкатки
(огибания); г,д — метод следа; е — метод
касания)
а,б
— метод копирования; в — метод обкатки
(огибания); г,д — метод следа; е — метод
касания)
КОПИРОВАНИЯ: производящая линия воспроизводится реальной реж-ей кромкой РИ, совпадающей с ней по форме. СЛЕДА: образующая линия образуется как след движения; КАСАНИЯ: образ-я линия является касательной к ряду вспомогательных геометрических линий, образованных реально движущейся режущей кромкой РИ. ОБКАТА: образующая линия возникает при огибании ряда положений РИ в результате его движения относительно заготовки.
Классификация движений
Звенья станков, несущие заготовку и РИ называются рабочими или исполнительными.
Исполнительные движения, выполненные рабочими органами станка подразделяются:
формообразующие
деления
установки
Формообразующие делятся на: главные и подачи

Главное движение — движение, обеспечивающее отделение стружки от заготовки с определенной скоростью резания.
Подача — это движение, обеспечивающее подвод под режущую кромку РИ новых участков поверхности и тем самым обработку всей поверхности.
Установочное движение сопровождающееся резанием, называется врезанием, а без резания — наладочным.
Делительное движение осуществляется для поворота установленной на станке заготовки на заданный угол. Оно может быть прерывистым или не прерывистым.
Главное движение и движение подачи может быть вращательным и прямолинейным и совершаются как инструментом, так и заготовкой. Главное движение всегда одно, остальные формообразующие движения — это движения подачи.
Кроме исполнительных движений для обработки необходимы и вспомогательные. К ним относятся следующие:
установка и закрепление заготовки
ее ориентирование
смена, подвод РИ
автоматическая установка и снятие РИ
его правка
транспорт заготовки
подача на стол заготовки
активный контроль
реверсирование и т. д.