

5.3.3.3 Электросталеплавильное производство
Потребности в высококачественных конструкционных материалах непрерывно возрастают. Высококачественные стали имеют малые концентрации серы (ниже 0,02%), фосфора (менее 0,01%), кислорода, неметаллических включений и других вредных примесей, содержат различные легирующие элементы (хром, никель, вольфрам, молибден, титан, ванадий). Такие стали производят в электросталеплавильных печах. В них можно создавать и регулировать необходимую температуру, включая весьма высокую, вести плавку в вакууме и контролируемой атмосфере (окислительной, восстановительной, нейтральной).
Конструкции электропечей разнообразны: дуговые, индукционные, плазменные, электронно-лучевые и др. Основное количество сталей выплавляют в дуговых и индукционных печах. В дуговых печах (рисунок 5.3) нагрев металла происходит за счет тепла, выделяемого дугами, которые горят непосредственно между электродами и металлической садкой.
Мощные дуговые печи на переменном токе имеют диаметр ванны около 7,0 м, глубину 1,5 м, общую высоту до 5 м, диаметр графитированного электрода 600 мм. Вместимость печей достигает 100 т.

1 – свод; 2 – стенки; 3 – желоб; 4 – сталевыпускное отверстие;
5 – электрическая дуга; 6 – подина; 7 – рабочее окно; 8 – заслонка;
9 – электроды; 10 – шлак; 11 – металл
Рисунок 5.3 – Схема дуговой электропечи
В последние 20 лет внедряются печи постоянного тока, на которых сокращается расход графитовых электродов в 1,5–2,0 раза, электроэнергии – на 5–10%, ферросплавов и огнеупоров – на 15–20%, увеличивается выход металла на 2–4%. Снижается уровень шума, выделение технологических газов и пылей, стабилизируется электрический режим. Это обусловлено тем, что при переменном токе электрод работает, переменно анодом и катодом с частотой 50 раз в секунду, что снижает устойчивость горения дуги. При использовании постоянного тока электрод служит катодом, эмиссионная способность которого выше и устойчивее.
Футеровку дуговых электропечей выполняют из основных или кислых огнеупоров. Наиболее распространены печи с основной футеровкой. При производстве стали в основных электропечах шихту составляют стальной лом, легированные металлические отходы, передельный чугун, шлакообразующие, легирующие добавки, раскислители и другие материалы. Плавки ведут двумя способами: с полным окислением и без окисления примесей.
Процесс с полным окислением проводят тогда, когда перерабатывают материалы с повышенным содержанием фосфора и серы. Для окисления этих элементов и углерода загружают железную руду. Для связывания окисленных примесей и нормального шлакообразования в печь присаживают известь, плавиковый шпат и другие добавки.
После окисления примесей переходят к восстановительному периоду плавки для раскисления (удаления кислорода) металла и удаления серы. На этом этапе, используя сильные восстановители (молотый кокс, 75% ферросилиций, силикокальций, алюминий), переокисленный шлак (оксиды железа и марганца) восстанавливают до металла.
Конечный шлак восстановительного периода имеет состав, %:
55–60 (СаО + СаF2); 18–23 SiO2; 9–14 MgO; 5–10 Al2O3; по 0,5 и менее FeO, MnO, S.
Плавка без окисления (переплав) применяется для легированных отходов, количество которых на заводах высококачественных сталей достигает 25 – 40 % массы слитка. Процесс позволяет экономно использовать легирующие элементы шихты и ферросплавов. Окислительный период здесь отсутствует. Для перевода оксидов в шлак и защиты стали от окисления в печь добавляют некоторое количество извести.
Плавку в кислых дуговых печах применяют при производстве фасонных стальных отливок из ковкого чугуна. Сера и фосфор в кислых шлаках, содержащих до 50% и более оксида кремния, не удаляется, поэтому содержание в исходной шихте этих примесей не должно превышать 0,03%. Преимущество плавки заключается в повышении стойкости футеровки печи.
Электросталеплавильное производство характеризуется относительно небольшим газо- и пылевыделением. Выбросы электродуговых печей составляют, кг/т металла: 1,2–1,5 СО; 0,25–0,30 NOx; 7–10 пыли.
Технико-экономические показатели плавки в дуговых печах: продолжительность 3–4 часа, расход электроэнергии 500–800 кВтч и электродов – 5–9 кг на 1 т стали, выход годного металла 88–90%, стоимость шихтовых материалов 50–60% от стоимости последнего.
Для выплавки высококачественных легированных сталей и сплавов специального назначения применяют также индукционные печи (рисунок 5.4).
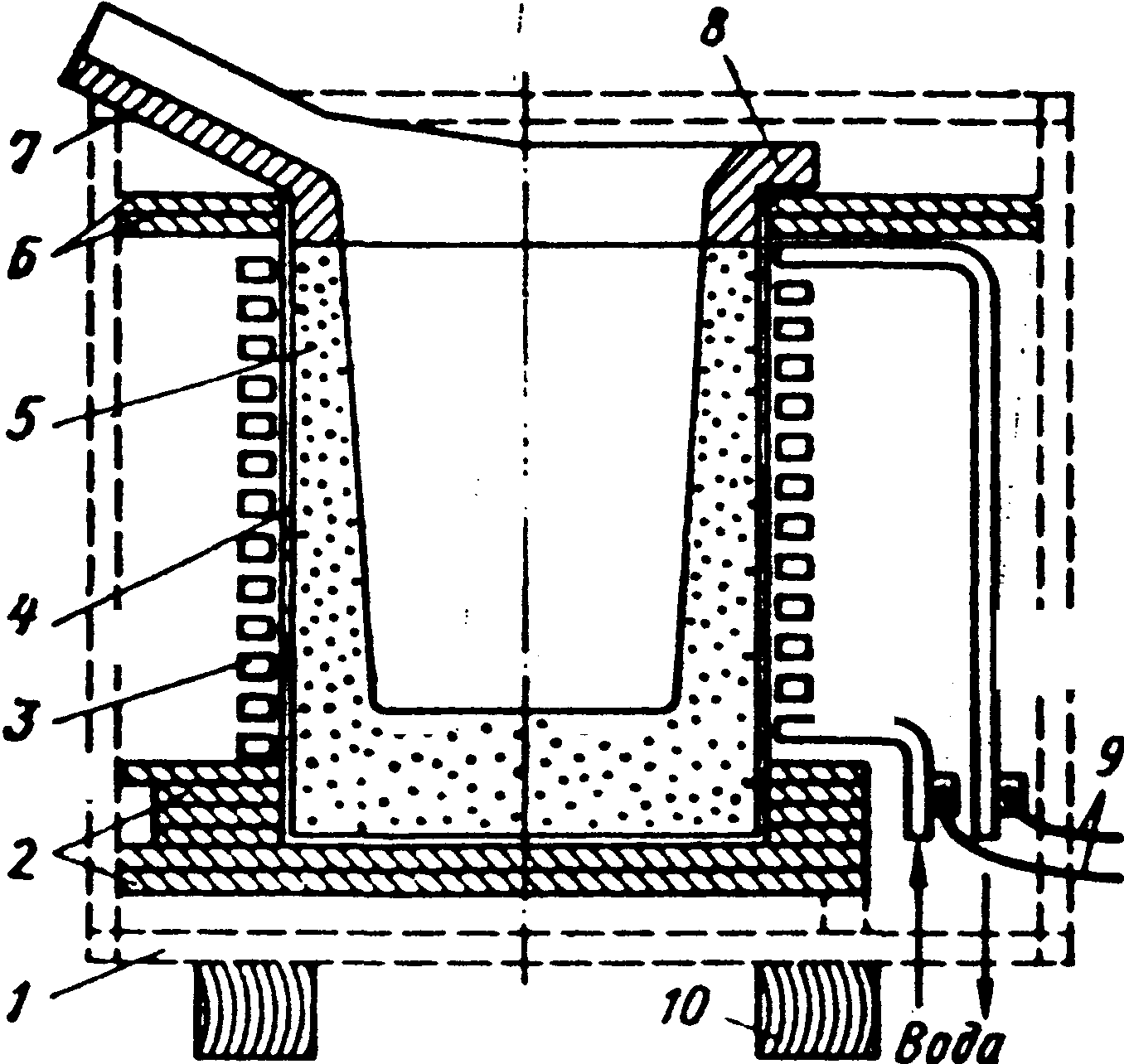
1 – каркас; 2 – подовая плита (асбоцементные плиты); 3 – индуктор;
4 – изоляционный слой; 5 – тигель; 6 – асбоцементная плита; 7 – сливной носок; 8 – воротник; 9 – гибкий токопровод; 10 – деревянные брусья
Рисунок 5.4 – Индукционная печь
Переменный ток, подводимый к индуктору (первичной обмотке, расположенной на периферии печи) возбуждает ток в металлошихте, загруженной в тигель, и расплавляет ее.
Наиболее крупные печи имеют вместимость до 60 т. Тигли изготавливают из основных (магнезитовых) и кислых (молотый кварцит) огнеупоров.
Шлак не обладает металлическим типом проводимости, поэтому не нагревается в переменном магнитном поле, но он нагревается за счет передачи тепла от металла и по сравнению с ним имеет более низкую температуру, что исключает активные обменные реакции между шлаком и металлом и удаление вредных примесей (серы и фосфора) из стали затруднено. Как следствие, при индукционной плавке необходимо использовать шихту с низким содержанием фосфора и серы. Обычно применяют индукционные печи с кислой футеровкой, стойкость которых достигает 150 плавок, основная футеровка выдерживает только 10–40 плавок.
При плавке стали в индукционных печах газовыделение незначительно, а пылевынос в 5–6 раз меньше, чем в электродуговых печах.
Существуют специальные виды электрометаллургии, которые используют для переплава слитков или заготовок, полученных в массовом производстве. Переплав существенно повышает качество стали вследствие удаления из нее газов и неметаллических включений и получения однородных слитков. В настоящее время известно несколько его видов (вакуумно-дуговой, электронно-лучевой, плазменно-дуговой, электрошлаковый переплав).