

4.4.2 Производство окатышей
Расширение использования бедных руд и стремление к более глубокому обогащению привели к получению тонкоизмельченных железорудных концентратов (менее 0,7 мм), для которых необходимо найти новые пути окускования. В 60–70-х годах начал развиваться процесс окатывания или окомкования.
Процесс производства окатышей состоит из двух стадий: а) получение сырых окатышей; б) упрочнение окатышей (подсушка при 300–600 и обжиг при 1200–1350ºС).
Схема производства окатышей на современной фабрике показана на рисунке 4.6. Исходную шихту: возврат (некондиционные окатыши), концентрат, известняк (при производстве офлюсованных окатышей) загружают в бункеры 1, откуда она через сборный транспортер 2 поступает в смесительный барабан 3, а из него в окомкователь (рисунок 4.7) или гранулятор 5. Для лучшего окомкования к шихте добавляют связующее вещество, обычно бентонит (мелкодисперсная глина) в количестве 0,5–1,5% и воду в количестве 8–10%.

І – сушка; ІІ – обжиг; ІІІ – охлаждение;
1 – шихтовые бункеры; 2 – сборный конвейер; 3 – смесительный барабан;
4 – бункер для бентонита; 5 – тарельчатый гранулятор;
6 – обжиговая машина; 7 – вентиляторы; 8 – грохот
Рисунок 4.6 – Схема производства окатышей
В грануляторе при круговом движении шихта при помощи связующего вещества и воды постепенно превращается в гранулы – комки. При этом из гранулятора разгружаются только комки, достигшие определенного размера (шарики диаметром 10–20 мм). Оптимальных условий окатывания достигают подбором угла наклона тарели (40–60º) и частоты вращения (6–9 об/мин). Диаметр тарели составляет 5,5–7,0 м и обеспечивает производительность 125–150 т/ч.
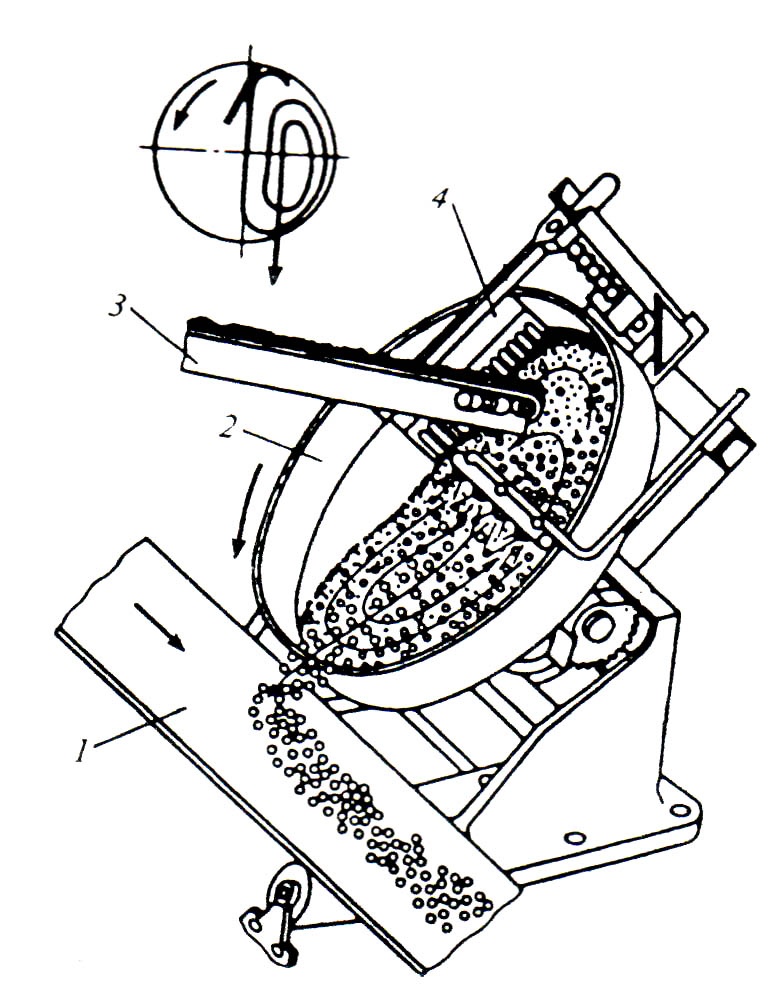
1 – конвейер уборки окатышей; 2 – чаша;
3 –конвейер подачи шихты; 4 – скребки
Рисунок 4.7 – Тарельчатый окомкователь
Сырые окатыши после гранулятора падают на обжиговую машину конвейерного типа, подобную агломерационной. Верх ленты перекрыт камерами в соответствии с делением на зоны сушки, обжига и охлаждения. В зоне сушки окатыши подогревают до 250–400ºС газами, поступающими из зон обжига и охлаждения. В зоне обжига окатыши нагревают до 1200–1350ºС продуктами горения газообразного или жидкого (мазута) топлива, просасываемыми через слой окатышей на колосниковой решетке машины. В зоне охлаждения окатыши охлаждаются принудительно подаваемым через колосниковую решетку воздухом. Охлажденные окатыши разгружаются на грохот. Фракцию более 5 мм отправляют для доменной плавки, а фракция 0–5 мм является возвратом. Время пребывания окатышей в зоне обжига равно 7–12 мин.
По сравнению с агломератом производство окатышей характеризуется меньшим отсевом мелочи, большим содержанием железа. Основным преимуществом окатышей является более высокая холодная прочность, что позволяет их транспортировать на большие расстояния (например, из Австралии в Европу, Японию и др.).
В последнее время производятся металлизованные окатыши, в которых часть оксидов железа восстановлена до железа. Это снижает расход кокса и увеличивает производительность доменной печи. При этом используется более дешевое и менее дефицитное топливо, чем кокс (уголь, природный газ).