

5.3. Розрахунок та конструювання з’єднань елементів ферми та її вузлів
Конструювання та розрахунок елементів сталевих ферм із кутників має цілий ряд особливостей. Стрижні сталевих ферм необхідно центрувати відносно осей, що проходять через їх центри ваги (з округленням відстані від обушка до центра ваги Z0 до 5 мм у ближчий бік [1, п. 13.6]).
Вузли ферми з решіткою із кутників розраховують водночас з їх конструюванням, тому що деякі розміри визначаються вимірюванням за кресленням відповідно до масштабу (найзручніше М 1:10). Конструювання вузла починають із розмітки осей стрижнів ферми. Центрування стрижнів проводять за центрами ваги перерізів. Першими наносять вісі найважливіших елементів (зазвичай поясів). В другу чергу наносяться вісі стиснених стрижнів, причому їх торці повинні бути якнайближче до полки поясу (щоб відносно тонка стінка тавра поясу не втратила стійкості від дії стискаючого зусилля), але не ближче, ніж R+10 мм (R – радіус заокруглення від полиці тавра до його стінки). Третім наносять на свою вісь розтягнений стрижень, причому його торець повинен бути не ближче до стиснених стрижнів, ніж регламентована величина “а” [1, п. 13.9], з метою виключення термічного впливу близьких зварювальних швів, який в багатьох випадках призводить до руйнування швів (див. рис. 6).
Елементи решітки прикріплюють безпосередньо до поясів ферми за допомогою зварювання. Якщо ширина стінки тавра недостатня для розміщення розрахункових зварювальних швів, то передбачають встановлення фасонок, яки приварюють встик до стінки тавра. Товщина фасонки повинна бути близькою до товщини стінки тавра, а ширина та довжина – мінімальна, виходячи із конструктивних вимог. Приварювання здійснюється з повним проваром з’єднуваних елементів при фізичному контролі якості швів. Якщо при зварюванні використовувались зварювальні матеріали згідно з [1, табл. 55*], то такі шви можна не розраховувати [1, п. 11.1*].
Рис. 6. Проміжний вузол сталевої ферми з решіткою із кутників
Прикріплювати
елементи решітки із кутових профілів
треба двома фланговими швами. Для
спрощення технології виготовлення
ферми на всій конструкції повинно бути
не більше ніж 3- 4 типорозмірів катетів
швів. При цьому необхідно для кожного
типу перерізу елемента ферми визначити
мінімальне значення катета [1, п. 12.8б]
та максимальне значення катетів (в
обушка кутового профілю за [1, п. 12.8а]
та пера кутового профілю (![]() )),
і визначити найбільш оптимальний [1,
табл. 38*]. На кресленнях вказують катет
шва та його довжину.
)),
і визначити найбільш оптимальний [1,
табл. 38*]. На кресленнях вказують катет
шва та його довжину.
На відміну від вищесказаного, елементи решітки ферм, запроектованих із труб або із гнутих профілів необхідно центрувати по лінії симетрії перерізу. Вузли ферми із труб та гнутих профілів досить прості у виготовленні та при розрахунках, так як не потребують встановлення додаткових фасонок (рис. 7). Вибране конструктивне рішення забезпечує стійкість вузлів ферми. Використання профілів однакових розмірів із різницею товщин стінок до 2 мм в одному відправному елементі не допускається. Зварні шви, що прикріплюють стрижні решітки до поясів, виконуються із повним проваром стінки профілю та розраховуються як стикові. Вузлові стики повинні забезпечувати герметизацію внутрішніх порожнин, що забезпечить стійкість конструкції до атмосферної корозії.
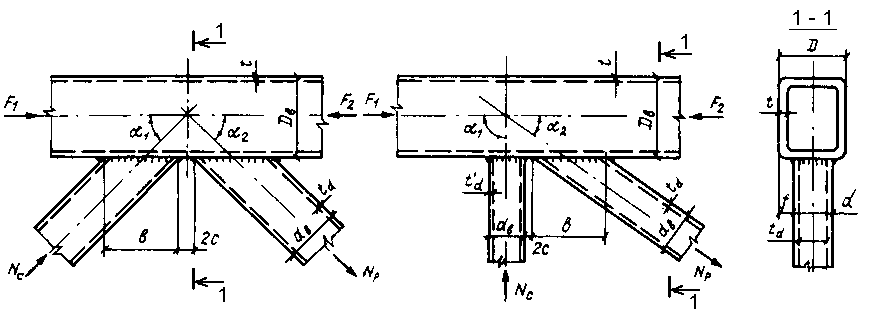
Рис. 7. Вузли сталевої ферми із замкнених гнутих профілів