

Данный станок подходит для обработки данной детали, т.К. Он может обеспечить требуемую частоту вращения и эффективную мощность.
7. Выбор конструкции инструмента
7 .1 Контурный резец
Сечение державки принимаем квадратным т.к. подходят для токарно-винторезного станка мод. 16К30Ф305. Рассчитываем размеры сечения державки по формуле:
Где [σи] =130МПа – допускаемое значение изгибающих моментов в державках резцов из Стали 45.
![]() Pz
– сила резания для чистового точения
найденная в пункте 6.1,
Pz
– сила резания для чистового точения
найденная в пункте 6.1,
Pz = 105Н
![]() мм
мм
Выбираем h=25мм и b=25мм, в связи с тем что длина резца сечения h=20мм и b=20мм не подходит.
Определяем вылет резца:
![]()
Изгибающий момент определяем по формуле:
![]()
Определяем длину резца:
![]()
Где lУ – длина установки резца в резцедержатель, для базирующих призм установленных на станке 16К30Ф305 принимаем lУ = 110мм
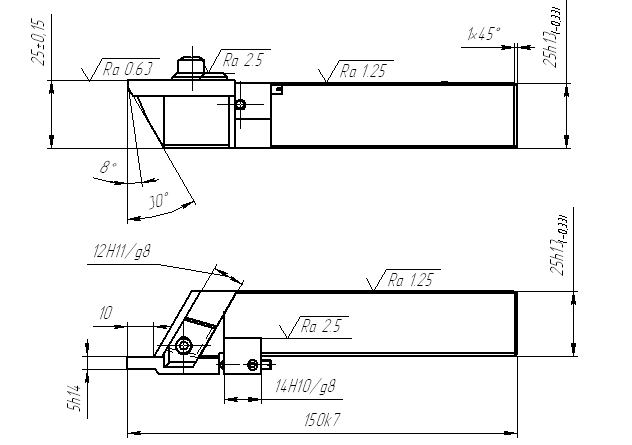
Для заданной наружной поверхности для чистовой обработки выбираем контурный резей с ромбической пластинкой.
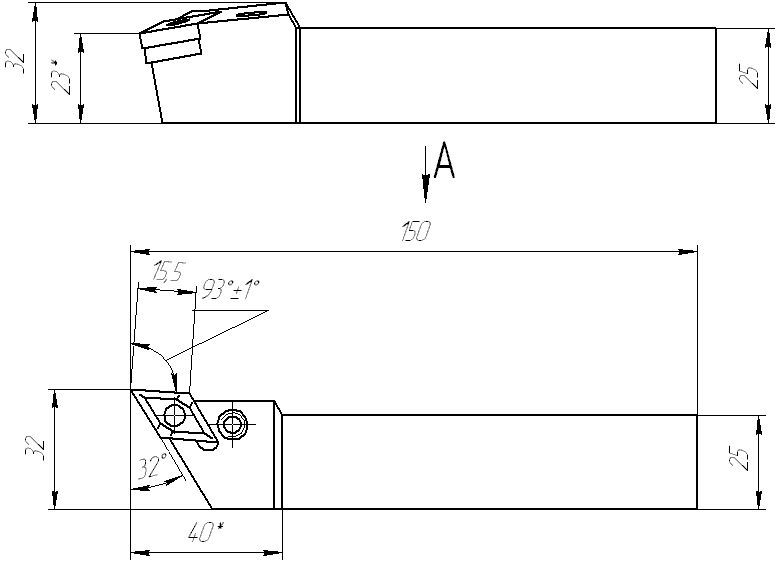
Передний угол в плане φ = 93º, а задний угол в плане φ’ = 32º. При выборе заднего угла в плане учитываем, что в начале обработки данной поверхности резец с меньшим углом в плане может соприкасаться с трехкулачковым патроном.
Выбираем режущую пластину из материала ВК8 ГОСТ 24256 – 80.
Обозначение пластины 13124-150408 или DNMM-150408
Выбираем опорную пластину из материала ВК15 ГОСТ 24254 – 80.
Обозначение пластины 781-1503 или ODN-1503
По справочным материалам находим предпочтительные углы
α=10-15º [5,стр 304]
γ=15-20º [5,стр 304]
Чтобы обеспечить данные углы нужно приподнять пластины на угол μ=10º
7.2 Расточной резец
Сечение державки принимаем круглым т.к. в случае сечения квадратного или прямоугольного сечения краями могут касаться детали. Рассчитываем размеры сечения державки по формуле:
 [6,стр
69]
[6,стр
69]
Где: lР – вылет резца, принимаем lР=90 т.к. длина обрабытываемой детали 72мм
![]()
Принимаем d =26мм, он минимальный у данного резца.
Изгибающий момент определяем по формуле:
![]()
Определяем длину резца:
![]()
Где lУ – длина установки резца в резцедержатель, для базирующих призм, установленных на станке 16К30Ф305 принимаем lУ = 110мм
Для заданной внутренней поверхности принимаем расточной резец ГОСТ 20874 – 75 тип 3.
Обозначение 2145-0554.
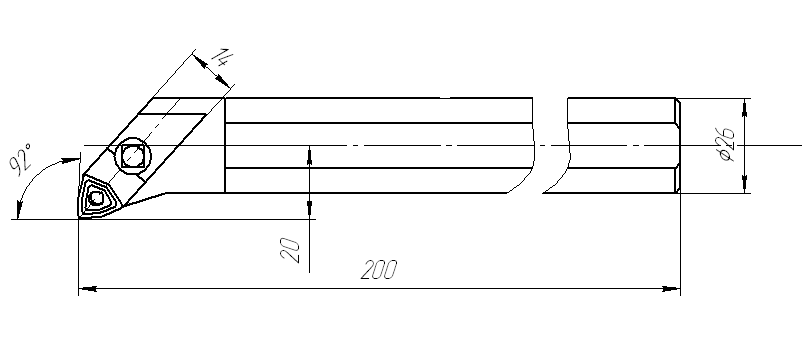
Выбираем режущую многогранную пластину из материала ВК6 ГОСТ 19048 – 80.
Обозначение пластины 02114-060304 или WNUM - 060304
По справочным материалам находим предпочтительные углы
α=10-15º [5,стр 304]
γ=15-20º [5,стр 304]
Данный резец требует переточку подкладки под пластину вместо 10º на 15º
7 .3 Резец для обработки наружной канавки
Сечение державки принимаем квадратным т.к. он подходит для токарно-винторезного станка мод. 16К30Ф305. Рассчитываем размеры сечения державки по формуле:
Принимаем h =25 и b=25мм, т.к. длина резца подходит для условий данной обработки.
Определяем вылет резца:
Изгибающий момент определяем по формуле:
![]()
Определяем длину резца:
Где lУ – длина установки резца в резцедержатель, для базирующих призм установленных на станке 16К30Ф305 принимаем lУ = 110мм
Выбираем резец:
З аготовку из пластины выбираем из ГОСТ 25416 – 90, в связи с тем что для обработки данной детали нет стандартизованных пластин. Материал пластины ВК6
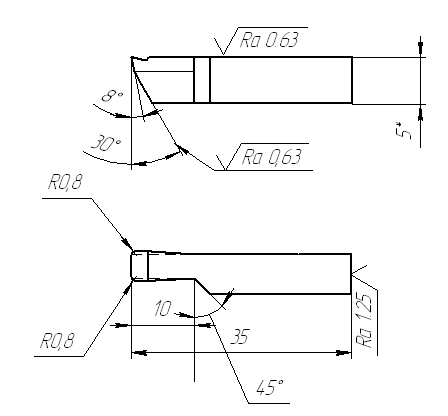
По справочным материалам находим предпочтительные углы
γ=15-20º [5,стр 304]
Угол γ обеспечиваем подточкой на пластине.