

Вимірювання відхилень розміщення.
Відхилення розміщення визначають, виходячи із розміщення прилягаючих прямих і площин. Для цього використовують площини повірочних плит, на яких встановлюються деталі і площини повірочних лінійок, кутників, оправок, які встановлюються на деталях.
На рис. І0а-ж приведено декілька схем контролю відхилень від паралельності та перпендикулярності.
Для вимірювання відхилень від паралельності площин використовують схеми, приведені на рис. 10а,в з використанням індикаторних головок або автоколіматора 2 і дзеркала 4, встановлених на контрольованих поверхнях деталях і та пентапризми 3.
При вимірюванні відхилень від паралельності або перекоса oceй слід мати на увазі, що сама вісь не матеріальна. Тому вимірювання проводять відносно утворюючої реальної поверхні спеціально виготовленої оправки, припасованої до контрольного отвору (рис.10,б).
На рис. 10г приведена схема вимірювання відхилення від паралельності розміщення валів за допомогою рівня.
Відхилення від перпендикулярності поверхонь виробів розглядається як відхилення від прямого кута в розміщенні прилягаючих поверхонь. Номінальне кутове розміщення поверхонь, а також осей задається площинами повірочних плит (рис.10д) і кутників (рис. 10е) ГОСТ 3749-66 або спеціальних пристроїв з елементами, між якими точно витримано прямий кут (рис. 10ж).
Схема, приведена на. рис. 10ж використовується при вимірюванні відхилень від перпендикулярності осей.
Оправка 2 визначає положення контрольованої осі отвору деталі 1, а оправка 5 — базової осі. Оправку 5 разом з вимірюваний приладом 3 повертають на 180° (друге положення оправки зображено пунктиром). В осьовому напрямку положення оправки 5 фіксує упор 4. Різниця двох відліків визначає відхилення від перпендикулярності осей на довжині.
На рис. 11г приведена схема контролю відхилення від співвісті відносно загальної осі двох отворів за допомогою калібрів.
При вимірюванні відхилень від симетричності по схемі, зображеній на рис. 11д необхідно за допомогою індикатора 2 провести два заміри з поворотом деталі І в центрах на 180°. Величина відхилення дорівнює половині різниці показів індикатора.
Вимірювання сумарних відхилень форми і розміщення.
При вимірюванні радіального і повного радіального биття (рис. II,в), торцевого, повного торцевого биття (рис. 11.а,б) і биття в заданому напрямку деталі і базують за допомогою оправок, патронів, призм 3 або центрів. Номінальне розміщення поверхонь задається площиною повірочної плити І кутником 4 (рис.11б) або упором 4 (рис. 11а).
Вимірювання відхилень норми заданого профілю і заданої поверхні здійснюють універсально-координатними методами і методами порівняння із зразком. Перші характеризуються чисельною оцінкою розміщення точок досліджуваного профілю або поверхні одна відносно одної, а також заданих баз за допомогою координатно-вимірювальних машин, універсально-вимірювальних мікроскопів типу УИМ і т. д. При методах порівняння із зразком порівнюють розміщення аналогічних точок профілю або поверхні досліджуваної і контрольованої деталі, шаблона або копіра.
Рисунок 10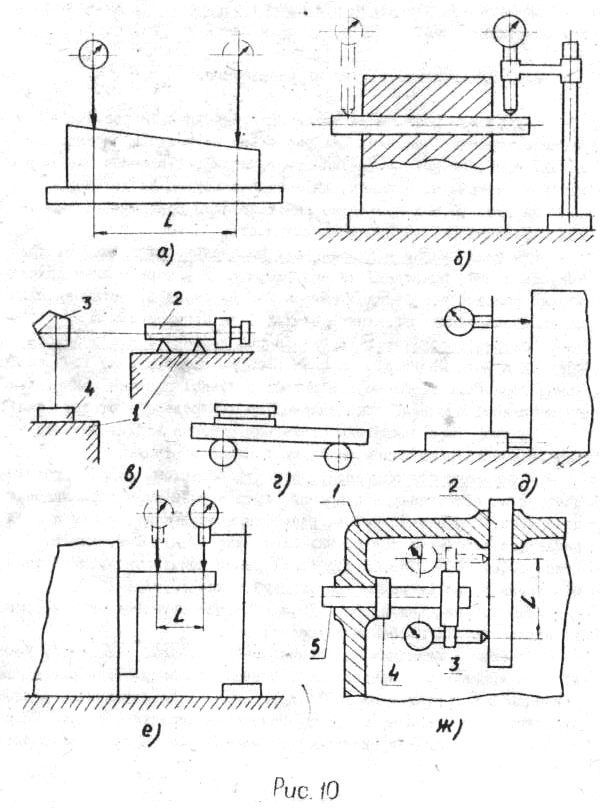
БУДОВА І ПРИНЦИП ДІЇ ОКРЕМИХ ЗАСОБІВ КОНТРОЛЮ ВІДХИЛЕНЬ ФОРМИ І РОЗМІЩЕННЯ ПОВЕРХОНЬ ДЕТАЛЕЙ.