

Виды сварки
Ручная дуговая сварка плавящимся электродом. Нагрев производится электрической дугой между изделием и электродом. Электрод, расплавляясь, служит присадочным материалом для образования сварного шва.
Автоматическая дуговая сварка плавящимся электродом под флюсом. При сварке шов формируется в значительной степени за счет расплавленного основного металла, что значительно сокращает расход электродного материала.
Электрошлаковая сварка – сварка плавлением, при которой для нагрева металла используется теплота, выделяющаяся при прохождении электрического тока через расплавленный шлак. Применяется для сварки крупногабаритных деталей.
Контактная сварка - основана на использовании повышенного оммического сопротивления в стыках деталей и осуществляется несколькими способами:
1. Стыковая контактная сварка основана на нагреве стыкуемых торцов деталей теплотой, выделяющейся при прохождении электрического тока силой в несколько тысяч ампер. Нагрев торцов деталей производится либо до оплавления их (сварка плавлением), либо до пластического состояния с последующим сдавливанием деталей (сварка давлением).
2. Шовная контактная сварка, при которой соединение элементов выполняется внахлестку вращающимися дисковыми электродами в виде непрерывного или прерывного шва. Применяется для получения герметичных швов в тонколистовых конструкциях.
3. Точечная контактная сварка, при которой соединение элементов происходит на участках, ограниченных площадью торцов электродов. Применяется в тонколистовых конструкциях, в которых не требуется герметичность швов.
Виды сварных соединений и типы сварных швов
В зависимости от расположения соединяемых деталей различают следующие виды сварных соединений:
I.
Стыковые соединения
(рис. 22.1) являются наиболее простыми и
надежными.
Рис.
22.1
В зависимости от толщины соединяемых элементов, соединение выполняют с обработкой или без обработки кромок, с подваркой или без подварки с другой стороны. Виды обработки кромок приведены на рис. 22.2
Рис. 22.2
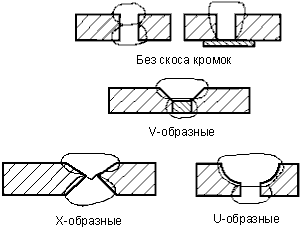
Рис.
22.3
![]() ,
,
где l и δ – ширина и толщина деталей;
[’]=·[] – допускаемое напряжение для сварных соединений;
- коэффициент прочности сварного шва;
[]– допускаемое напряжение основного металла.
II. Нахлесточные соединения выполняются с помощью угловых (валиковых) швов (рис. 22.4).
Рис.
22.4 Рис. 22.5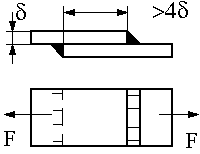

 В
зависимости от положения шва относительно
линии действия силы F
угловые швы называются лобовыми,
фланговыми, косыми, комбинированными
и кольцевыми.
В
зависимости от положения шва относительно
линии действия силы F
угловые швы называются лобовыми,
фланговыми, косыми, комбинированными
и кольцевыми.

Рассмотрим формы поперечного сечения углового шва (рис. 22.5):
-
Нормальная (рис. 22.5,а), выполняемая в виде равнобедренного прямоугольного треугольника.
-
Выпуклая (рис. 22.5, б). Выпуклый шов образует резкое изменение формы сечения деталей в месте соединения, что является причиной повышенной концентрации напряжений.
-
Специальная (рис. 22.5, в) с сечением в виде прямоугольного неравнобедренного треугольника с основанием, большем высоты.
-
Выгнутая (рис.22.5, г). Такой шов снижает концентрацию напряжений и рекомендуется при действии переменных нагрузок. Вогнутость шва достигается обычно механической обработкой, которая значительно увеличивает стоимость соединения. Поэтому такой шов применяют только в особых случаях, когда оправдываются дополнительные расходы.
Основные геометрические характеристики углового шва – катет k и высота h. Для нормального шва h = k·sin450 0,7k.
Катет швов нахлесточных соединений при сварке тонких листов (менее 4 мм) делают равными по толщине листов . Для деталей большей толщины катет шва определяют из соотношения
k = 0,4 + 2 мм (22.1)
При сварке деталей разной толщины катет шва делают равным толщине более тонкого материала, но не более, чем по формуле (22.1).