

Мероприятия по повышению долговечности подшипников
В авиационных изделиях часто нужно иметь подшипники с большей динамической грузоподъемностью, чем по каталогу.
Динамическую грузоподъемность авиационных подшипников Сав стандартных типов можно определить по зависимости
Сав=С kкач,
где С – каталожное значение динамической грузоподъемности; kкач – коэффициент повышения грузоподъемности авиационного подшипника, полученный по рекомендации ВНИИПА.
Динамическую грузоподъемность можно повысить:
-
применением бомбинированных роликов в цилиндрических и конических роликоподшипниках;
-
применением подшипников более высоких классов точности;
-
применением особо чистых подшипниковых сталей;
-
применением оптимальных условий смазки.
Лекция №16 Соединения
 Детали,
составляющие машину, связаны между
собой тем или иным способом. Эти связи
можно разделить на подвижные и неподвижные
(рис.16.1).
Детали,
составляющие машину, связаны между
собой тем или иным способом. Эти связи
можно разделить на подвижные и неподвижные
(рис.16.1).
Рис.16.1
Подвижные связи – это подшипники, шарниры, зубчатые зацепления.
Неподвижные связи – резьбовые, шпоночные, сварные, заклепочные и другие соединения.
Неподвижные связи в технике называются – соединениями.
По признаку разъемности все виды соединений можно разделить на разъемные и неразъемные.
Разъемные соединения позволяют разбирать узлы без повреждения деталей.
Неразъемные соединения не позволяют разбирать узлы без разрушения или повреждения деталей.
Основным критерием работоспособности и расчета соединений является прочность – статическая и усталостная.
Резьбовые соединения
Резьбовыми соединениями называются разъемные соединения с помощью резьбовых крепежных деталей – винтов, болтов, шпилек. Резьба образуется путем нанесения на поверхность деталей винтовых канавок с сечением согласно профилю резьбы.
В настоящее время используют следующие методы изготовления резьбы :
-
Нарезкой вручную метчиками (плашками). Его применяют в индивидуальном производстве и ремонтных работах;
-
Нарезкой на токарно-винторезных станках;
-
Методом фрезерования на специальных резьбофрезерных станках. Применяют для нарезки винтов больших диаметров с повышенными требованиями к точности (ходовые и грузовые винты);
-
Методом накатки на специальных резьбонакатных станках-автоматах. Этим высокопроизводительным и дешевым методом изготовляют большинство резьб стандартных крепежных изделий;
-
Методом отливки. Этим методом изготавливают резьбы на литых деталях из чугуна, стекла, пластмассы, металлокерамики;
-
Методом выдавливания. С помощью этого метода изготавливают резьбу на тонкостенных давленных и штампованных изделиях из жести, пластмассы и т.д.
Классификация резьб
1. По форме профиля резьбы разделяют на треугольную, прямоугольную, трапецеидальную, круглую.
2. По направлению винтовой линии различают правую и левую резьбу. У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространенной является правая резьба. Левую применяют только в специальных случаях.
-
По числу заходов резьбы делят на однозаходную, двухзаходную и т.д. Наиболее распространенной является однозаходная резьба. Все крепежные резьбы однозаходные. Многозаходные резьбы применяют преимущественно в винтовых механизмах.
-
По форме основной поверхности различают на цилиндрическую и коническую резьбы. Наиболее распространена цилиндрическая резьба. Коническая резьба применяется для плотного соединения труб, штуцеров , пробок и т.д.
-
По назначению резьбы разделяются на крепежные и ходовые.
![]() В
качестве крепежной резьбы применяют:
В
качестве крепежной резьбы применяют:
Рис.
16.2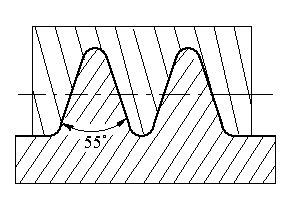
![]() .
Метрическую резьбу разделяют на резьбу
с крупным и мелким шагом. Основная резьба
с крупным шагом. Статическая несущая
способность этой резьбы выше и меньше
влияние ошибок изготовления и износа
на прочность.
.
Метрическую резьбу разделяют на резьбу
с крупным и мелким шагом. Основная резьба
с крупным шагом. Статическая несущая
способность этой резьбы выше и меньше
влияние ошибок изготовления и износа
на прочность.
2
Рис.
16.3 Рис.
16.4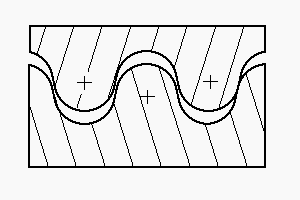

3. Круглую резьбу- для изготовления отливкой на чугунных, стеклянных, пластмассовых и других изделиях, а также накаткой и выдавливанием на тонкостенных металлических деталях. Профиль круглой силовой резьбы состоит из дуг, связанных короткими участками прямой. Угол профиля 30° (рис 16.3).
В качестве ходовых резьб применяют:
1. Прямоугольную резьбу. В настоящее время не стандартизирована (рис 16.4). Имеет неширокое применение, так как нетехнологична. Изготавливают на токарно-винторезных станках.
2
Рис.
16.5