

Глава III. Обоснование организационной структуры управления при организации новых производств на предприятиях.
-
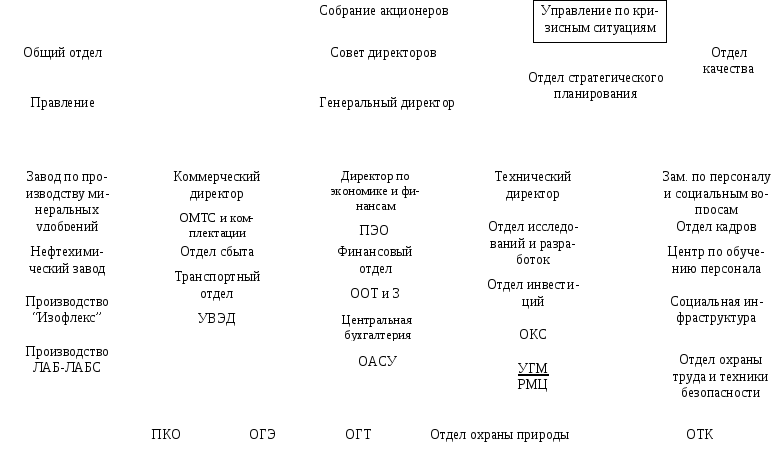
Структура управления ОАО «ПО «Минеральные удобрения»
Комбинат расположен в центре Европейской части России и имеет важнейшее значение для обеспечения центральных областей России минеральными удобрениями. Введен в эксплуатацию в 1975 г. Производственный потенциал предприятия - 2 млн. т в год минеральных удобрений. Численность персонала 6000 чел. Получаемое сырье: природный газ, н-парафины, нефтяные битумы.
В состав комбината входят: завод минеральных удобрений, нефтехимический завод по производству метанола и полиэфиров, производство «Изофлекс» (на правах структурных единиц), производство ЛАБ-ЛАБС.
Согласно стратегии фирмы две трети объема продаж минеральных удобрений реализуется на зарубежных рынках.
По своей организационной структуре ОАО «Минеральные удобрения» представляет собой традиционную функциональную организацию. В структуру общего руководства входят директора перечисленных заводов, начальник производства ЛАБ-ЛАБС.
Укрупненные сферы деятельности ОАО «Минеральные удобрения» за которые несут ответственность заместители генерального директора определяются системой блоков. Службы центрального аппарата, подчиненные Совету Директоров, включают управление по кризисным ситуациям, отдел разрабатывающий стратегическую политику, отдел качества, общий отдел (юридическая служба, секретариат, служба безопасности) .
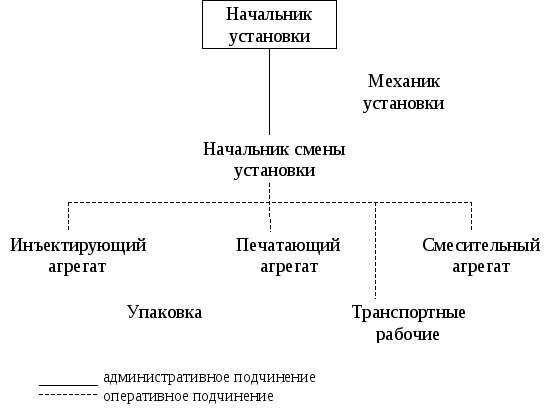
2) Схема управления участком производства абразивной пасты и кремообразного моющего средства
Основной областью потребления линейных алкилбензолов (ЛАБ) является производство поверхностно-активных веществ (ПАВ) - одного из основных полупродуктов синтетических моющих средств (СМС). Наиболее распространенные ПАВ, используемые в производстве СМС - применяемые в стране и за рубежом - алкилбензолсульфонаты натрия (NA ЛАБС), биоразлагаемость которых составляет 90%. NA-ЛАБС производится на установке ЛАБС комплекса ЛАБ-ЛАБС. NA- ЛАБС - основное сырье в производстве товаров бытовой химии - абразивной пасты и кремообразного моющего средства.
Область применения: абразивная паста - средство для мытья сильно загрязненных рук, для чистки сантехники. КМС - для чистки ковров, мебельной обивки, в промышленности - для стирки рабочей спецодежды.
1. Тип производства - малотоннажное, серийное.
2. Консистенция готовой продукции - пастообразная.
3. Тип технологического процесса - механическая переработка материалов. Непрерывный процесс, 3-х сменный режим.
4. Тип организации производства - отраслевое и внутрипроизводственное кооперирование.
5. Тип структурной единицы - участок.
В состав участка входят:
- линия по производству АП и КМС.
Производственная мощность линии 10000 т/год продукции
- линия по производству полиэтиленовой тары;
- линия по упаковке готовой продукции.
Производственная мощность линии - 20000 шт/год полиэтиленовых банок.
Основные компоненты для производства поступают:
- NA-ЛАБС - с установки производства ЛАБС сырьевыми насосами;
- СМС и абразив в мешках, глицерин в бочках доставляются от сторонних производителей и транспортируются подъемной платформой в производственное помещение, расположенное на II этаже.
Технология изготовления продукции
Композиция ингредиентов дозируется в смеситель; полученный в результате интенсивного перемешивания продукт сливается в емкость, далее насосом перекачивается на разливочный автомат для расфасовки в полиэтиленовые банки. Контроль подачи компонентов в смеситель осуществляется КИП и PLC системой. Наполненные банки вручную укладываются в картонные коробки, которые с помощью подъемной платформы опускаются на 1 этаж и отвозятся на поддонах на склад готовой продукции.
Производство полиэтиленовой тары
Сырье (гранулированный полиэтилен) в мешках поднимается подъемной платформой в производственное помещение, расположенное на II этаже. С помощью устройства для автоматической дозировки полиэтилен подается в инъектирующий аппарат. В зависимости от штамповочного узла агрегаты получают банки или крышки, Полиэтиленовые банки подаются на нанесение этикеток в специальное устройство. Готовая тара транспортируется к разливочному автомату для расфасовки в нее готовых моющих средств. Полиэтиленовая тара может выпускаться как свободный товарный продукт и упаковываться в полиэтиленовые мешки.
Производство АП и КМС осуществляется попеременно на одной технологической линии [7].
Явочное количество обслуживающего персонала участка включает:
|
Начальник установки |
1 |
|
Механик установки |
1 |
|
Начальник смены установки |
1 |
|
Смесительный агрегат: |
|
|
оператор |
1 |
|
помощник оператора |
1 |
|
Инъектирующий агрегат: |
|
|
оператор |
1 |
|
помощник оператора |
1 |
|
Печатающий агрегат: |
|
|
оператор |
1 |
|
помощник оператора |
1 |
-
Исходные данные для выбора площадки размещения участка по производству АП и КМС в ОАО «Минеральные удобрения» [7].
|
Параметры размещения |
Ед. изм. |
Произ-водство АП и КМС |
Завод «Изо-флекс» |
Производство ЛАБ-ЛАБС |
РМЦ |
|
1. Компоновочное решение |
|
|
|
|
|
|
Общая площадь свободных производственных помещений |
м2 |
600 |
500 |
- |
1000 |
|
Высота производственных помещений |
м |
4 |
3,5 |
3,0 |
4 |
|
Тип складских помещений: |
|
|
|
|
|
|
закрытый |
|
+ |
|
+ |
+ |
|
открытый (навес) |
|
|
+ |
|
|
|
отапливаемый |
0С |
00С |
- |
- |
00С |
|
Наличие собственных складов для хранения: |
|
|
|
|
|
|
сырья |
|
|
+ |
+ |
- |
|
запасных частей |
|
|
- |
- |
+ |
|
комплектующих |
|
|
- |
- |
+ |
|
готовой продукции |
|
|
+ |
+ |
+ |
|
оборудования |
|
|
- |
- |
- |
|
вспомогательных материалов |
|
|
+ |
+ |
- |
|
Использование складских помещений ОАО |
|
|
+ |
+ |
+ |
|
II. Наличие подъездных путей к производственной территории: |
|
|
|
|
|
|
железнодорожной ветки |
|
|
+ |
+ |
+ |
|
автотранспорта |
|
|
+ |
+ |
+ |
|
III. Энергообеспечение |
|
|
|
|
|
|
Годовой расход электроэнергии |
тыс. кВт.час |
515,7 |
Наличие трансформаторной подстанции |
||
|
Параметры водяного пара: |
|
|
|
|
|
|
для нагрева оборудования, для обогрева помещений |
Р, атм t0C |
6 150 |
Другие пара-метры |
6 150 |
6 150 |
|
Годовой расход сжатого воздуха для приборов КиА для ремонтных работ |
тыс.н.м3 Р, МПА Р, МПА |
24,0 0,8 0,8 |
Другие параметры |
24,0 0,8 0,8 |
|
|
Параметры размещения |
Ед. изм. |
Произ-водство АП и КМС |
Завод «Изо-флекс» |
Производство ЛАБ-ЛАБС |
РМЦ |
|
IV. Водоснабжение |
|
|
|
|
|
|
Годовой расход хозпитьевой воды |
тыс. м3 |
0,56 |
В пределах заданных значений |
||
|
Годовой расход оборотной воды (охлажденной) |
тыс. м3 |
12,7 |
В пределах заданных значений |
||
|
V. Водоотведение |
|
|
|
|
|
|
Годовой расход горячей оборотной воды |
тыс. м3 |
12,0 |
В пределах заданных значений |
||
|
VI. Степень пожароопасности производства (категории А-Д) |
|
Б |
Б |
В |
Б |
|
VII. Степень санитарной классификации производства (I-V) |
|
II |
III |
I |
II |
|
VIII. Капиталовложения |
тыс.руб. |
|
|
|
|
|
Подготовка производственных площадей для размещения технологической линии |
|
|
1000 |
1550 |
800 |
|
Подготовка фундаментов для оборудования |
|
|
490 |
490 |
800 |
|
Доставка оборудования |
|
|
800 |
400 |
400 |
|
Дополнительные работы по монтажу оборудования, приточно-вытяжной вентиляции |
|
|
600 |
200 |
300 |
В РМЦ существует необходимая свободная площадь для организации производства АП и КМС. В РМЦ имеются собственные складские помещения, в том числе и отапливаемые, которые можно использовать для хранения готовой продукции. Также с РМЦ осуществляется автомобильное и железнодорожное сообщение, что облегчает отгрузку продукта со складских помещений.
4) Структура управления ремонтно-механическим цехом ОАО «Минеральные удобрения» [7].
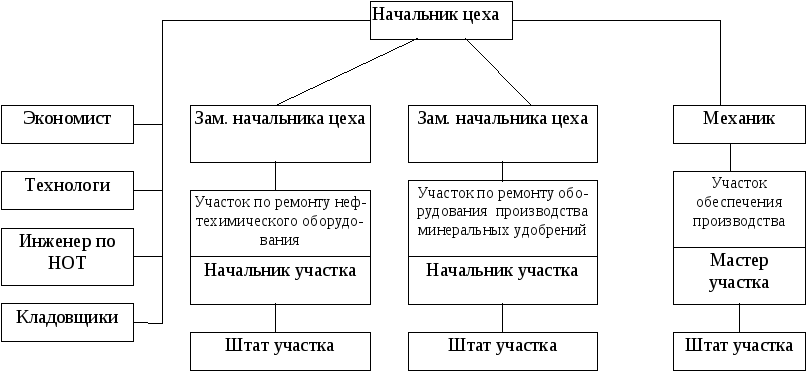
В РМЦ ОАО «Минеральные удобрения» действует линейно-функциональная структура управления. Все функциональные начальники и подразделения основного производства подчинены начальнику цеха. Норма управляемости ведущих руководителей в РМЦ равна 7 человек. Существует 3 уровня управления. Единое внутренне управление РМЦ осуществляется начальником цеха, во всем цехе действует административное подчинение. РМЦ находится в ведении технического директора.
В РМЦ осуществляется проведение всех видов ремонтов действующего парка технологического оборудования производственных подразделений; обеспечение оперативного ремонта аварийного оборудования объектов предприятия; обеспечение эксплуатации оборудования, зданий , сооружений, закрепленных за цехом.
5) Структура управления ремонтно-механическим цехом ОАО «Минеральные удобрения»после присоединения АП и КМС
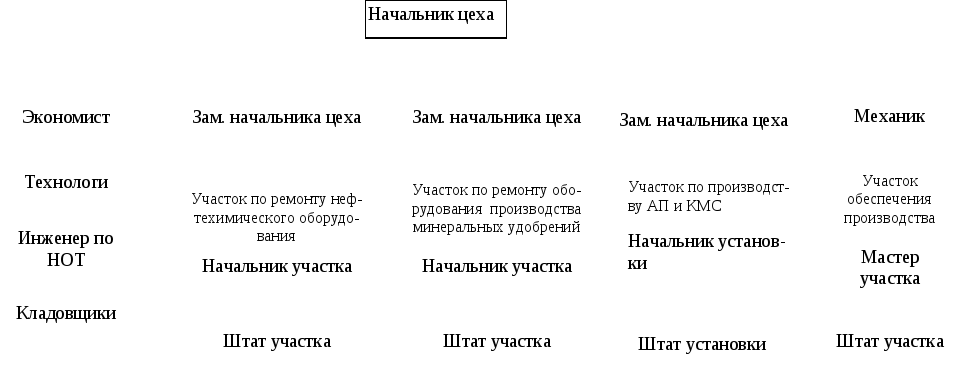
Новая орг.структура управления производства РМЦ после присоединения к нему производства АП и КМС представлена на схеме.
К РМЦ присоединили установку по производству АП и КМС, а, следовательно увеличилось число персонала данного цеха, в связи с необходимостью обслуживания новой установки.
Вводится установка по производству АП и КМС. Необходимо будет ввести новые должности. Производство АП и КМС предусматривает упаковку и транспортировку готового продукта. Готовый продукт расфасовывается в банки, которые вручную укладываются в картонные коробки. С помощью подъемной платформы коробки опускаются на 1 этаж и отвозятся на поддонах на склад готовой продукции. Режим работы трёхсменный, а производство малотоннажное, следовательно, будет достаточно ввести одного человека для упаковки и двух для транспортировки, работающих по очереди.
Имеется зам. начальника цеха по производству АП и КМС , начальник смены и штат установки. Штат установки состоит из 6 человек: два человека обслуживают инъектирующий агрегат, два человека обслуживают печатающий агрегат и ещё двое – смесительный агрегат. Так как производство АП и КМС кардинально отличается от того вида деятельности, которым до этого занимался РМЦ, то целесообразно ввести должность заместителя начальника цеха по производству АП и КМС, который будет выступать в роли связующего звена начальником цеха и начальником установки.
Производство АП и КМС является новым производством в нашем ОАО. Следовательно, было бы выгодно для предприятия иметь человека, имеющего опыт в производстве данного вида продукции и способного контролировать деятельность установки. Поэтому более удачным решением будет перевод его на должность начальника установки. Начальник смены выполняет функции координации работы мастеров, обеспечение выполнения сменных производственных заданий подразделениями предприятия (участками и бригадами), обеспечение здоровых и безопасных условий труда для подчиненных исполнителей, контроль за соблюдением ими требований законодательных и нормативных актов по охране труда. С учётом того, что в подчинении зам. начальника находится только один участок, то он непосредственно и отвечает за его контроль и обеспечение безопасных условий труда, таким образом, должность начальника смены является невостребованной. В связи с чем данная кадровая единица была исключена из схемы.
В данном случае нет необходимости добавлять ещё одного механика к персоналу РМЦ, а следует отправить двух сотрудников из штата, которые входят в подчинение механику на специальные курсы повышения квалификации, которые позволили бы им затем выполнять необходимое обслуживание оборудования по производству АП и КМС.
Введение установки АП и КМС не затрагивает остальные участки РМЦ, помимо участка обеспечения производства.
6) Расчет численности ППП установки по производству абразивной пасты и кремообразного моющего средства
1. Определяется штатная численность персонала установки по следующей формуле:
Чшт = Чяв ∙ Кшт (1) Чшт =9·4,8=43
где:
Чшт - штатная численность рабочих;
Чяв - явочная численность рабочих; Чяв =9
Кшт
- коэффициент штата, соответствующий
графику сменности.![]()
 (2)
Кшт=
(2)
Кшт=
![]()
где:
Ткм - среднемесячный календарный фонд времени (365х24/12);
Ткм = 730
Тм н.раб.вр - месячная норма рабочего времени рабочего.
Для вредных условий труда, шестичасового рабочего дня и пятибригадного графика работы Тм н.раб.вр принимается равным 152,5 час.
2. Списочная численность рабочих определяется по следующей формуле:
Чсп = Чшт ∙ Кп =43 ·1,13=49 (3)
Чсп - списочная численность рабочих
Кп - коэффициент перехода от штатной численности к списочной
![]() (4)
(4)
Кп=1.13
Тпол - полезный фонд времени одного рабочего (288 час)
Тном- номинальный годовой фонд времени одного рабочего (313 час) заданное значение Кп=1,13 [7].
7) Разрабатывается Положение о структурном подразделении