

7.16. Методы контроля состояния и обнаружения дефектов в ходе испытаний гтд
В процессе испытаний в двигателе происходит большое число физических изменений и повреждений. К ним относятся: эрозия, коррозия, загрязнение, наплавление, разрушение посторонними предметами, износ уплотнений, увеличение радиальных зазоров, прогары и коробление рабочих и сопловых лопаток турбины, частичная или полная потеря лопаток, засорение топливных форсунок, трещин лопаток или дисков ротора, вызванные усталостью или работой в условиях, выходящих за установленные пределы и т.д. Поэтому главной задачей контроля состояния двигателя является получение достоверной информации о дефектах на ранней стадии их развития, когда дефект еще не влияет на работу детали или узла, а следовательно, и на параметры работы двигателя. Своевременное обнаружение неисправностей и снятие дефектного двигателя с самолета для ремонта позволяют повысить безопасность его эксплуатации.
Для раннего обнаружения дефекта прежде всего необходимы контроль уровня вибраций корпуса и подшипников и анализ состояния газовоздушного тракта.
Контроль за уровнем вибраций ведется с помощью первичных преобразователей, один из которых рассмотрен выше.
Анализ состояния газового тракта, в который входят обтекаемые газом каналы, компрессоры, камера сгорания и турбина, основывается во-первых на результатах измерений величин основных параметров (таких, как полные и статические давления в характерных точках тракта, температур газа за компрессором, перед и за турбиной, расхода топлива и т.д.) и во-вторых на специальных методах контроля.
Примером специальных методов контроля является использование индикатора поломки лопаток турбомашин.
В ряде случаев собственно поломка лопатки рабочего колеса турбины или компрессора происходит незаметно, но отсутствие в роторе целой лопатки или ее части приводит к появлению дисбаланса ротора и, следовательно, увеличению вибрационных нагрузок на подшипники. Кроме
того, нарушается обтекание как самого венца рабочего колеса, так и рядом стоящих сопловых аппаратов, это приводит к ухудшению условий их работы и к возможному дальнейшему разрушению.
Для того чтобы вовремя обнаружить и исключить подобный дефект без остановки двигателя, ее частичной разборки и осмотра, применяют индикатор поломки лопаток турбомашин.
В корпусе турбины над лопатками рабочего колеса устанавливают индукционный импульсный первичный преобразователь, генерирующий электрический импульс в момент прохождения мимо него лопатки турбины. Импульсы датчика усиливаются и поступают для регистрации в регистрирующую аппаратуру (осциллограф, магнитограф, анализатор частот и др.).
Если все лопатки колеса целы, то импульсы первичного преобразователя следуют через равные промежутки времени. В случае поломки одной или нескольких лопаток периодичность импульсов нарушается, так как оборванная лопатка не возбуждает импульса в первичном преобразователе.
Такие повреждения, как усталостные трещины дисков роторов или лопаток или разъедание коррозией структуры материала, не обнаруживаются никакими измерениями и должны выявляться с помощью визуальных методов контроля без снятия двигателя с самолета или стенда.
Среди таких методов контроля большое распространение получили оптические смотровые приборы (бороскопы, эндоскопы и т.д.), которые представляют собой гибкую или жесткую перископическую трубку с системой ахроматических линз и объективом, совмещенным с миниатюрной лампой накаливания. Объектив такого прибора может иметь прямой или боковой обзор. Все это позволяет проводить осмотр труднодоступных деталей без разбора двигателя.
Оптические смотровые приборы имеют приспособленные к ним фотографические камеры и достаточно мощные лампы-вспышки. Такие приборы могут располагать и телевизионной системой для одновременного наблюдения осматриваемого пространства группой наблюдателей.
В отдельных случаях применяется рентгеноскопия, рентгенография и другие методы.
О многом может сказать и контроль масляной системы. Наличие стружки в масле говорит о трущихся где-то деталях. Периодически сравнивая результаты анализа масла, можно судить о развитии дефекта, а по материалу стружки определить дефектные детали.
Проведение подобного анализа и сравнение его с полученными измерениями в газовом тракте, анализ уровней вибраций корпуса двигателя и его деталей, а также результаты визуальных методов контроля и т.п. взаимно дополняют друг друга и дают возможность получить правильную информацию о состоянии двигателя.
Лекция 8. Система сбора и обработки информации при испытаниях ГТД, автоматизация испытаний.
8.1. ТИПОВОЕ РЕШЕНИЕ
В области автоматизации испытаний в настоящее время выработан единый подход к построению автоматизированных систем измерений и контроля. Структурная схема измерительного комплекса приведена на рисунке.
В состав системы обязательно входит станция сбора данных. Процесс сбора данных и выдача управляющих воздействий на объект испытаний выполняется на уровне этой станции. Обработка информации по технологии, визуализация, протоколирование и интерфейс с пользователями выполняется на уровне автоматизированных рабочих мест (АРМ).
На этапе автоматизации в качестве устройств сбора данных используются различные аппаратно-программные комплексы. Данные комплексы по своим характеристикам должны удовлетворять требованиям к точности, быстродействию и масштабируемости (модульности) системы сбора данных. При автоматизации опытных испытаний, число измерительных каналов достигает 2000 и более. Программное обеспечение комплексов должно быть адаптивно для мониторинга большого числа параметров и подключения новых каналов, но не быть достаточно сложно и закрыто при необходимости изменения технологии испытаний.
Для исследовательских испытаний с последующей сложной математической обработкой данных, а также для испытаний современных авиационных изделий иностранного производства, наиболее предпочтительно использовать устройства сбора данных в стандарте VXI, который представляет собой стандарт на контрольно-измерительную и управляющую аппаратуру высшего класса точности.
Программное обеспечение, поддерживающее аппаратуру в этом стандарте, имеет высокую степень унификации. Прогрессивные инструментальные среды Lab VIEW, LabWINDOWS, Bridge VIEW, HP VEE позволяют быстро разрабатывать приложения сложной обработки данных на уровне технолога и расчетчика.
АРМ бригадира-испытателя также является обязательным в составе автоматизированной системы. Именно на нем ведется управление техпроцессом испытаний.
В составе системы может присутствовать АРМ контролера. Основное назначение – проверка соответствия параметров двигателя требуемым нормам со стороны бюро технического контроля. АРМ бригадира и контролера находятся непосредственно на испытательном стенде и получают информацию в реальном темпе испытаний с устройства сбора данных через сетевой интерфейс.
Результаты испытаний в режиме реального времени поступают в единый корпоративный центр данных. Хранение результатов в едином центре обеспечивает:
- гарантированное сохранение данных в соответствии с жесткими правилами отказоустойчивости и катастрофоустойчивости;
- гарантированную защиту данных от несанкционированного использования, изменения и уничтожения;
- авторизованный доступ к данным различным категориям пользователей;
- высокую скорость работы приложений (программ анализа данных) с использованием технологии «клиент – сервер»;
- работу всех пользователей с единым электронным документом.
Все пользователи данных испытаний получают информацию посредством корпоративной вычислительной сети. При этом обработка данных осуществляется на мощных корпоративных серверах, а по сети передаются только результаты обработки.
В состав автоматизированной системы включены следующие АРМы:
- АРМ заказчика. Представители заказчика могут, находясь в своем помещении, следить за ходом испытаний на всей испытательной станции;
- АРМ технологов для отслеживания изменений в технологии испытаний;
- АРМ конструктора для анализа результатов испытаний;
- АРМ динамиста для контроля и регистрации динамических параметров;
- АРМ диспетчера для контроля за текущим состоянием производства.
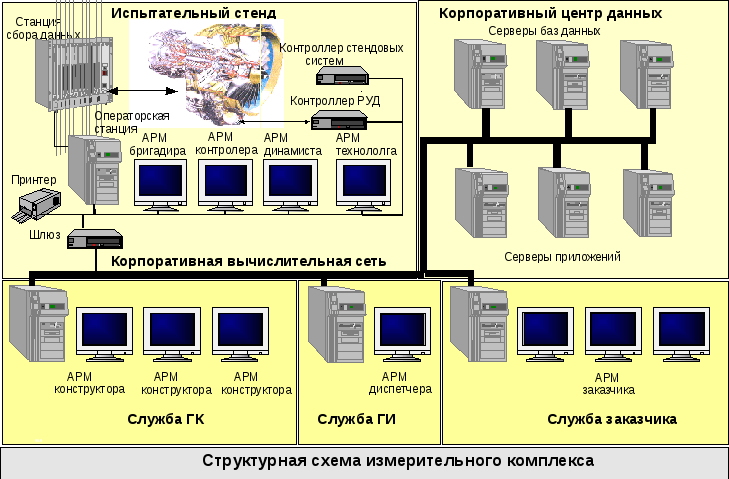
Рисунок 8.1.
Рисунок 8.1.
 Рисунок
8.2.
Рисунок
8.2.