

Приложение в
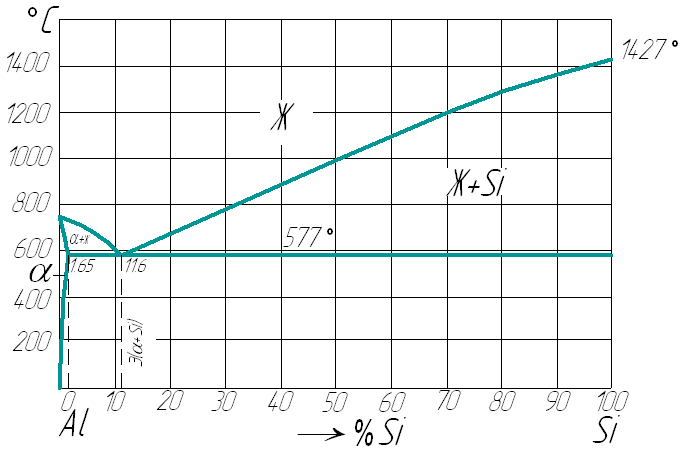
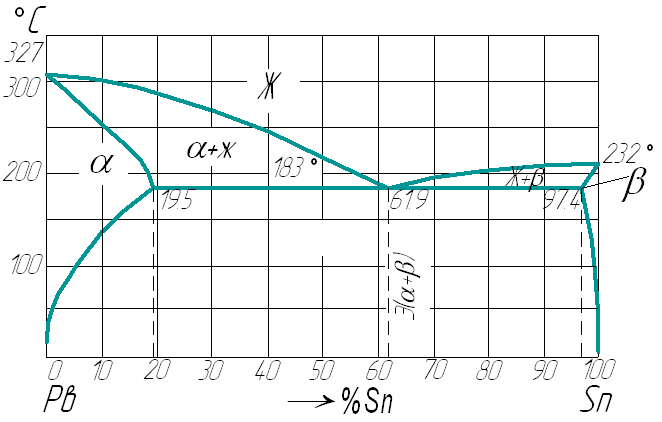
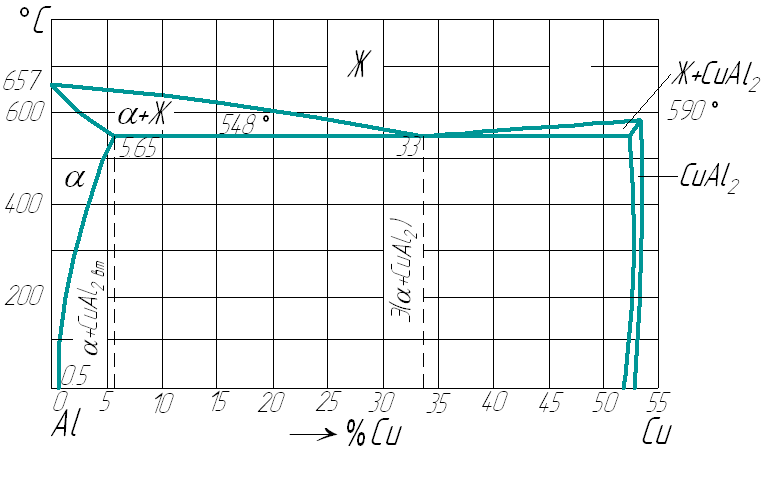
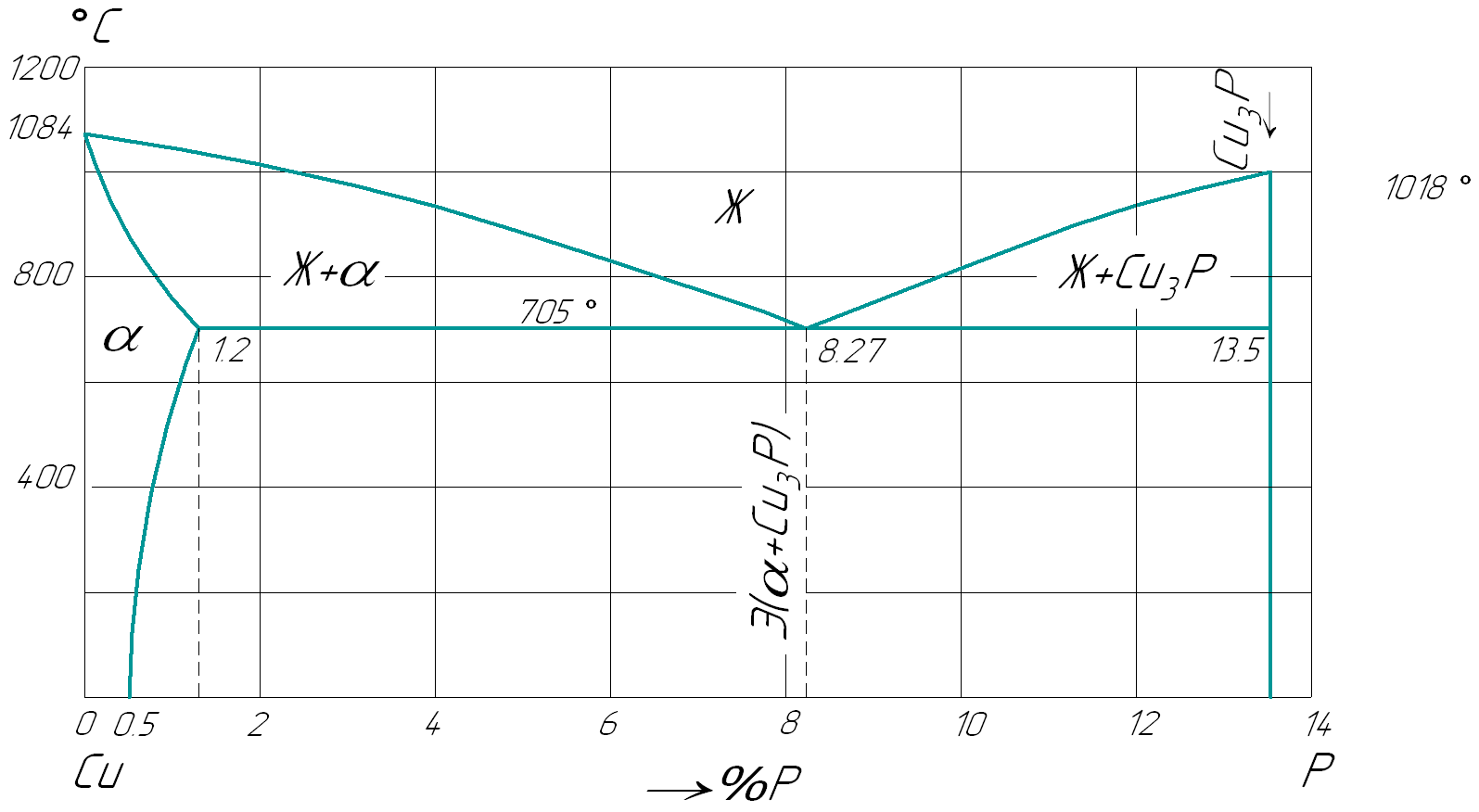
Диаграммы состояния двойных сплавов








Приложение г
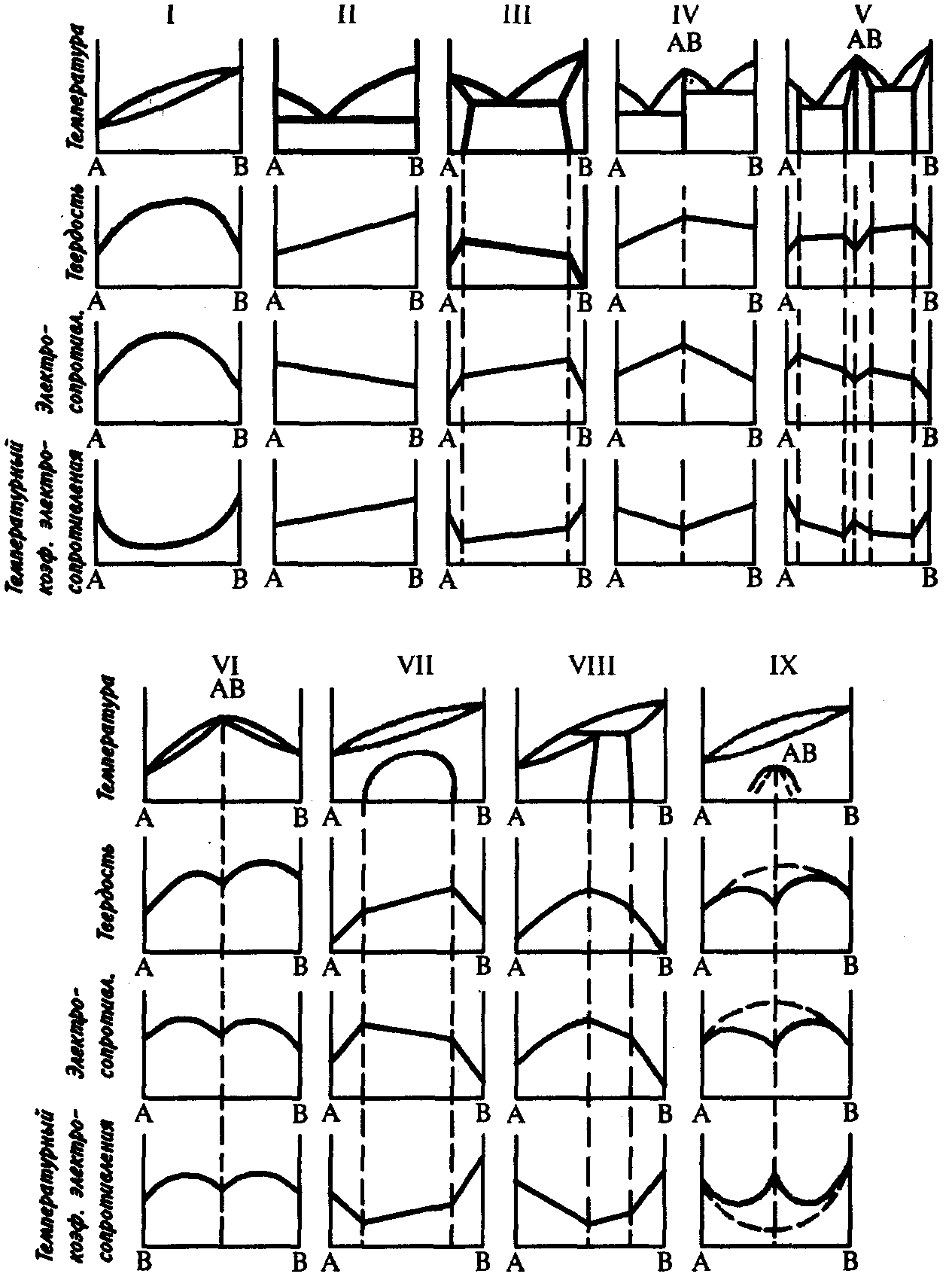
Связь между свойствами сплавов и типом диаграммы состояния
Приложение д
Таблица Д1 Варианты индивидуальных заданий
|
Номер варианта |
Содержание углерода, % |
Температура, 'С |
Номер варианта |
Содержание углерода, % |
Температура, °С |
|
1 |
0,05 |
820 |
13 |
1,6 |
900 |
|
700 |
600 |
||||
|
2 |
0,12 |
1480 |
14 |
2,3 |
1200 |
|
650 |
800 |
||||
|
3 |
0,16 |
1520 |
15 |
2,5 |
1300 |
|
600 |
600 |
||||
|
4 |
0,20 |
1470 |
16 |
2,8 |
1250 |
|
650 |
800 |
||||
|
5 |
0,35 |
1520 |
17 |
3,0 |
1200 |
|
700 |
1000 |
||||
|
6 |
0,40 |
750 |
18 |
3,5 |
1200 |
|
600 |
600 |
||||
|
7 |
0,50 |
1470 |
19 |
3,8 |
1170 |
|
650 |
850 |
||||
|
8 |
0,60 |
750 |
20 |
4,2 |
1150 |
|
600 |
800 |
||||
|
9 |
0,80 |
1450 |
21 |
4,5 |
1150 |
|
650 |
700 |
||||
|
10 |
1,0 |
1400 |
22 |
5,0 |
1200 |
|
600 |
1000 |
||||
|
11 |
1,2 |
760 |
23 |
5,5 |
1300 |
|
700 |
600 |
||||
|
12 |
1,4 |
800 |
24 |
6,0 |
1400 |
|
650 |
800 |
Приложение е
Таблица Е1 Составы (в %) баббитов по ГОСТ 1320-74 и ГОСТ 1209-78
|
Марка |
Sn |
Sb |
Си |
Pb |
Прочие элементы |
|
Б88 |
Основа
|
7-8 |
2,5-3,5 |
- |
0.2N1; КО Cd |
|
Б83 |
10-12 |
5,5-6,5 |
- |
- |
|
|
Б16 |
15-17 |
15-17 |
1,5-2,0 |
Основа |
- |
|
БН |
9-11 |
13-15 |
1,5-2,0 |
0,3Ni;0,4Cd |
|
|
БС6 |
5,5-6,5 |
5,5-6,5 |
0,1-0,3 |
- |
|
|
БКА |
- |
- |
- |
l,0Ca;0,8Na; 0,1 Al |
|
|
СОС6-6 |
5,5-6,5 |
5,5-6,5 |
- |
- |
Таблица Е2 Составы (в %) антифрикционных алюминиевых сплавов по ГОСТ 4113-78
|
Марка |
А1 |
Sn |
Си |
Sb |
Mg |
Прочие элементы |
|
АСМ |
Основа
|
- |
- |
3,5-6,5 |
0,3-0,7 |
- |
|
АО9-1 |
9,0 |
1,0 |
- |
- |
0,5 Si |
|
|
АО9-2 |
9,0 |
2,0 |
- |
- |
- |
|
|
АО20-1 |
20,0 |
1,0 |
- |
- |
0,02-0,1 Ti |
Таблица Е3 Составы (в %) антифрикционных бронз по ГОСТ 613-79
|
Марка |
Си |
Pb |
Sn |
Прочие элементы |
|
БрСЗ0 |
Основа
|
28-32 |
- |
- |
|
БрО5С25 |
24-26 |
4-6 |
- |
|
|
БрОЮС10 |
8-12 |
9-11 |
- |
|
|
БрОЮФ1 |
- |
9-11 |
1% фосфора |
|
|
БрО5Ц5С5 |
4-6 |
4-6 |
4-6% цинка |
Таблица Е4 Состав (в %) антифрикционных цинковых сплавов по ГОСТ 21437-75
|
Марка |
Zn |
А1 |
Си |
Mg |
|
ЦАМ9-1,5 |
Основа |
8-10 |
1-2 |
0,04 |
|
ЦАМ10-5 |
9-11 |
4-6 |
0,04 |
Таблица Е5 Физические, механические и антифрикционные свойства подшипниковых сплавов.
|
Тип сплава
|
Марка
|
Темпера тура плавления, °С
|
Предел прочности, сж, МПа
|
Коэффициент трения |
Относительная стоимость |
||
|
без смазки |
со смазкой |
||||||
|
Оловян истый |
Б83 |
240 |
118 |
0,28 |
0,005 |
20 |
|
|
Алюминеевый |
АСМ |
550 |
186 |
- |
0,007 |
6 |
|
|
Цинковый |
ЦАМ5-10 |
500 |
294 |
- |
0,009 |
3 |
|
|
Свинцовистая бронза |
БрСЗО |
950 |
245 |
0,17 |
0,08 |
5 |
|
|
Порошковые
|
Бронзографитовые |
- |
800 |
392 |
0,09-0,12 |
0,05 |
7 |
|
Железографитовые |
- |
1100 |
540 |
0,09-0,12 |
0,07 |
1 |
|
Таблица Е6 Характеристики различных антифрикционных материалов
|
Материал, марка
|
НВ, МПа
|
Коэффициент трения по стали |
||
|
без смазки |
со смазкой |
|||
|
Баббиты
|
Б83 |
300 |
0,07-0,12 |
0,004-0,006 |
|
Б16 |
300 ■ |
|||
|
БК2 |
320 |
|||
|
Бронзы
|
БрСЗ0 |
250 |
0,1-0,2 |
0,004-0,009 |
|
БрО5Ц5С5 |
600 |
|||
|
БрО10Ф1 |
1000 |
|||
|
Латуни
|
ЛЦ16К4 |
1000 |
0,15-0,24
|
0,009-0,016
|
|
ЛЩ8Мц2С2 |
800 |
|||
|
Алюминиевый сплав |
АО9-2 |
310 |
0,1-0,15 |
0,008 |
|
Антифрикционные серые чугуны |
АЧС-1 |
2200 |
0,12-0,23 |
0,008 |
|
АЧС-2 |
1600 |
0,016 |
||
|
Пластмассы
|
Капрон |
100 |
0,15-0,21 |
-
|
|
Текстолит |
350 |
0.15-0,25 |
||
|
Комбинированные материалы |
Железо-графит |
800 |
0,08-0,12 |
-
|
|
Бронза-графит |
500 |
0,04-0,1 |
||
|
Металлофторо-пластовая лента |
- |
0,03-0.1 |
||
Таблица Е7 Условия работы и области рационального применения подшипниковых сплавов
|
Сплавы
|
Условия работы |
Рекомендуемые технологические и конструктивные факторы |
||||||
|
Р МПа |
V м/с |
Тмасла °С |
Толщина слоя сплава, мм |
Точность пригонки подшипника, мм |
Твердость шейки НВ, МПа |
Способ крепления сплава с корпусом |
||
|
Баббиты всех марок
|
1-5 |
2-5 |
50 |
3,0 |
Десятые доли |
— |
Механический (в пазах) |
|
|
1-5 |
5-10 |
60 |
3,0 |
— // — |
— |
Металлургический (прилуживанием) |
||
|
Баббиты
|
Б83,Б16, Б6, БН, БТ |
5-10 |
5-10 |
75 |
3,0 |
Сотые доли |
— |
— // — |
|
СОС6-6, БК2, БС2 |
5-12 |
10 |
80 |
1,0 |
— // — |
— |
— // — |
|
|
Нанесенные на сталь
|
Цинковые |
15-25 |
15 |
100 |
1,0 |
— // — |
3000 |
Металлургический (прокатка и заливка) |
|
Алюминиевые без мягкой фазы |
15-25 |
15 |
100 |
0,5 |
—// — |
3000 |
Металлургический (прокатка) |
|
|
Алюминиевые с мягкой фазой |
20-30 |
20 |
120 |
0,5 |
— // — |
3000 |
Металлургический» (прокатка и заливка) |
|
|
Свинцовистая бронза |
15-25 |
15 |
110 |
0,5 |
— // — |
4000 |
Металлургический (заливка или напекание) |
|
|
Цельнолитые алюминиевые с мягкой фазой |
15-20 |
15 |
100 |
— |
— // — |
2000 |
— |
|