

5 Назначение и режим различных операций термической обработки
5.1 Рекристализационному отжигу подвергаются следующие электротехнические материалы:
- проволока из меди, алюминия и других проводниковых материалов н сплавов (сплавы для резисторов; термоэлектродов термопар; нагревательных элементов и др.), требующая по условиям монтажа электрических изделий и оборудования высокой технологической пластичности (обмоточные провода, проволочные электронагревательные элементы и др.);
- листы и лента из магнитомягкой электротехнической стали, структура которой после этого становится крупнозернистой, что обуславливает для магнитопроводов трансформаторов и сердечников статоров и роторов электромашин высокую магнитную проницаемость и низкую коэрцитивную силу. Температура рекристаллизационного отжига зависит от температуры плавления металла или сплава:
для металлов высокой чистоты
Трекрабс =(0,1…0,2)× Тплавабс;
для металлов технической чистоты
Трекрабс =(0,3…0,4)× Тплавабс ;
для сплавов
Трекрабс =(0,6…0,8)× Тплавабс ;
где Тплавабс=t°плавС+273°; Трекрабс=t°рекрС+273°.
Некоторые температурные характеристики проводниковых металлов технической чистоты, подвергаемые рекристаллизационному отжигу, приведены в таблице 1.
Таблица 1 Температурные характеристики проводниковых металлов
|
Металл |
Температура плавления, °С |
Температура рекристаллизации, °С |
Температура рекристаллизационного отжига, °С |
|
Железо |
1639 |
460 |
600-700 |
|
Медь |
1083 |
270 |
460-600 |
|
Алюминий |
667 |
60 |
260460 |
В некоторых случаях проводится двукратный рекристаллизационный отжиг. Так, полный цикл получения и термической обработки магнитомягкой электротехнической стали заключается в следующем: 1) Выплавка стали в электропечах.
-
Горячая прокатка сляба до толщины листа 2,5 мм.
-
Рекристаллизационный отжиг при 800 °С.
-
Холодная прокатка до толщины листа 0,35...0,50 мм,
-
Отжиг при 1100...1200°С в атмосфере водорода для устранения наклепа и укрупнения зерна с охлаждением после отжига со скоростью менее 50°С/ч.
5.2. Закалке и старению или закалке и отпуску подвергаются медные и алюминиевые сплавы высокой проводимости для повышения прочности и твердости, что обеспечивает такие эксплуатационные свойства как:
-надежность токонесущих проводов воздушных линий электропередач от обрывов;
-прочность на смятие электродов машин контактной сварки;
-упругость и износостойкость разрывных и скользящих контактов.
К ним относятся такие сплавы как АД31 (Al-Mg-Si), БрБ2 (Cu-Ве) и др. Структура данных сплавов представляет собой ограниченный твердый раствор второго компонента и легирующих добавок в основном компоненте с уменьшающейся при снижении температуры растворимостью и образованием избыточных фаз (см. схему диаграммы состояния сплавов Cu-Ве). Эти сплавы характеризуются способностью к дисперсионному твердению, т.к. выделяющаяся избыточная фаза отличается большой твердостью.
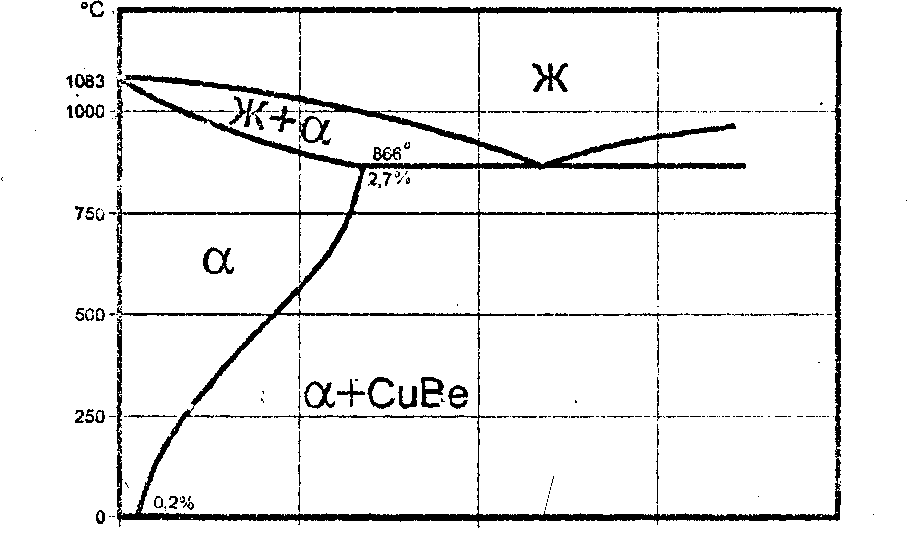
0 2 4 6 %Ве
Рисунок 1 Схема диаграммы состояния сплавов Cu-Ве.
Термическая обработка изделий (электроды контактных машин и др.)
из бериллиевой бронзы БрБ2 (2% Be, ост. Си) заключается в следующем:
1) Закалка при 800 °С в воде (смягчение).
2) Искусственное старение при 300…350 °С (твердение).
После закалки сплав приобретает следующие механические свойства:
НВ 1000; σв =500 МПа, δ=30%, а после старения: НВ 3700, σв=1200 МПа, δ=4%. Электропроводность бериллиевой бронзы составляет около 30% от электропроводности химической чистой меди.
Термическая обработка изделий (провода воздушных линий электропередач) из сплава АД31 (0,3…0,5% Mg, 0,4...0,7 % Si, 0,2…0,3% Fe, ост. Аl), называемого «альдрей», заключается в следующем:
1) Закалка катанки в воде при температуре 510...550 °С.
-
Волочение до требуемого диаметра проволоки.
-
Искусственное старение при 150 °С.
Вследствие выделения дисперсных твердых частиц Mg2Si повышается прочность сплава: σв =350 МПа, δ =6%. Физические свойства сплава после термической обработки:
удельное электрическое сопротивление ρ=0,0317 мкОм×м, температурный коэффициент электрического сопротивления αρ(ТКρ)=0,0036 °С-1 плотность γ=2,7 т/м3.
5.3 Закалке и отпуску подвергаются постоянные магниты из легированной стали с целью создания мартенситной структуры и получения высокой коэрцитивной силы и высокой остаточной индукции.
Термическая обработка стали для постоянных магнитов, на примере стали ЕХЗ (0,9... 1,10% С; 2,8,..3,6% Сr, ост. Fe), заключается в следующем:
-
Нормализация (1-я воздушная закалка) при 1050 °С.
-
Нагрев до температуры 840... 860 °С с закалкой (2-й) в воде или масле.
-
Обработка холодом при температуре 70 °С.
4) Отпуск при 100 °С.
Магнитные свойства стали ЕХЗ после термической обработки: остаточная магнитная индукция Вr=0,95 Тл, коэрцитивная сила Нс=4800 А/м, максимальная удельная магнитная мощность Wmax=1,2 кДж/м3.
Для постоянных магнитов из сплавов типа «алнико» ЮНДК15 (20%Ni, 9% Al, 15%Со, 4% Си, ост. Fe) применяется закалка в магнитном поле. Полный цикл такой термомагнитной обработки заключается в следующем: 1) Нагрев до 1300°С.
2) Помещение изделия между полюсами электромагнита при напряженности поля Н ≥ 120000 А/м.
3) Быстрое охлаждение (закалка) до 500 °С.
4) Дальнейшее охлаждение на воздухе.
5) Отпуск при 625°С.
После такой обработки магнитные свойства сплава становятся анизотропными, его магнитные характеристики (Вr, Нс, Вr×Нс) сильно возрастают в направлении приложенного магнитного поля (магнитная текстура) и составляют: Вr=0,75Тл, Нс=50000 А/м, Wmax=6,0 кДж/м3.