

Коэффициенты к2, к3
Коэффициент К2
|
Условия обработки |
К2 при Н В |
|||
|
143-207 |
163-229 |
170-241 |
235-295 |
|
|
Без корки . . . . . . . . . . . . . . . . . . . . . . . |
1,1 |
1,0 |
0,9 |
0,7 |
|
С коркой . . . . . . . . . . . . . . . . . . . . . . . . |
0,9 |
0,8 |
0,7 |
0,6 |
Коэффициент К3
|
Тип фрезы |
Материал инструмента |
К3 при стойкости Тр в минутах резания |
|||||||||
|
До 30 |
60 |
100 |
150 |
200 |
400 |
600 |
1000 |
1500 |
|||
|
Торцовая и дисковая |
Твердый сплав |
ВК8 |
|
1,15 |
1,0 |
0,9 |
0,8 |
0,65 |
0,55 |
0,5 |
0,45 |
|
ВК4; ВК6 |
|
1,4 |
1,2 |
1,1 |
1,0 |
0,8 |
0,65 |
0,6 |
0,55 |
||
|
Все остальные |
Быстрорежущая сталь |
1,3 |
1,1 |
1,0 |
0,9 |
0,85 |
0,7 |
0,6 |
0,55 |
0,5 |
|
|
П р и м е ч а н и е: В случае применения охлаждения (эмульсия) скорости резания могут быть повышены на 15-20% |
|||||||||||
Таблица 15
Обработка ковкого чугуна
ν = νтабл К1 К2 К3 , где К1 - коэффициент, зависящий от размеров обработки; К2 - от состояния обрабатываемой поверхности и ее твердости; К3 - от стойкости и материала инструмента.
Скорость резания ν табл и коэффициент к1
|
Тип фрезы |
Материал инструмента |
t, в мм |
ν табл в м/мин при подаче sz в мм/зуб |
Коэффициент К1 |
|||||||||||||||||
|
До 0,02 |
0,04 |
0,06 |
0,1 |
0,15 |
0,2 |
0,3 |
0,4 |
0,5 |
|||||||||||||
|
Торцовая
|
Твердый сплав |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
До 1 |
|
|
220 |
210 |
200 |
190 |
170 |
150 |
140 |
D/bср |
1,25 |
2 |
5 |
||||||||
|
3 |
|
|
190 |
180 |
170 |
160 |
140 |
130 |
120 |
К1 |
1,0 |
1,1 |
1,3 |
||||||||
|
6 |
|
|
170 |
160 |
150 |
140 |
130 |
120 |
110 |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Дисковая для обработки плоскостей
|
Быстрорежущая сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
До 1 |
|
|
90 |
85 |
70 |
65 |
55 |
40 |
35 |
D/bср |
3 |
5 |
10 |
||||||||
|
3 |
|
|
65 |
60 |
55 |
45 |
40 |
35 |
30 |
К1 |
0,95 |
1,0 |
1,1 |
||||||||
|
6 |
|
|
60 |
55 |
50 |
40 |
35 |
30 |
25 |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Твердый сплав |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
До 1 |
|
|
220 |
210 |
200 |
190 |
170 |
150 |
140 |
D/bср |
3 |
5 |
10 |
||||||||
|
3 |
|
|
190 |
180 |
170 |
160 |
140 |
130 |
120 |
К1 |
0,9 |
1,0 |
1,15 |
||||||||
|
6 |
|
|
170 |
160 |
150 |
140 |
130 |
120 |
110 |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Дисковая для обработки пазов
|
Быстрорежущая сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
До 3 |
100 |
95 |
85 |
80 |
70 |
60 |
55 |
|
|
D/b |
3 |
6 |
10 |
20 |
|||||||
|
5 |
85 |
75 |
70 |
60 |
55 |
45 |
40 |
|
|
К1 |
1,0 |
1,1 |
1,15 |
1,2 |
|||||||
|
10 |
70 |
60 |
55 |
50 |
45 |
40 |
35 |
|
|
|
|
|
|
||||||||
|
20 |
55 |
50 |
45 |
40 |
35 |
30 |
28 |
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Твердый сплав |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
До 3 |
300 |
280 |
250 |
230 |
200 |
180 |
150 |
|
|
D/b |
4 |
6 |
12 |
||||||||
|
5 |
250 |
230 |
210 |
190 |
170 |
150 |
120 |
|
|
К1 |
1,0 |
1,15 |
1,25 |
||||||||
|
10 |
200 |
180 |
170 |
150 |
140 |
120 |
100 |
|
|
|
|
|
|
||||||||
|
20 |
160 |
150 |
140 |
120 |
110 |
100 |
80 |
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||



Продолжение табл. 15
|
Тип фрезы |
Материал инструмента |
t, в мм |
ν табл в м/мин при подаче sz в мм/зуб |
Коэффициент К1 |
|||||||||||||||||||
|
До 0,02 |
0,04 |
0,06 |
0,1 |
0,15 |
0,2 |
0,3 |
0,4 |
0,5 |
|||||||||||||||
|
Прорезная
|
Быстрорежущая сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
До 1,5 |
75 |
70 |
65 |
60 |
|
|
|
|
|
|
|
|
|
||||||||||
|
3 |
65 |
55 |
53 |
50 |
|
|
|
|
|
D/b |
15 |
20 |
40 |
75 |
|||||||||
|
6 |
52 |
48 |
45 |
40 |
|
|
|
|
|
К1 |
1,0 |
1,1 |
1,2 |
1,4 |
|||||||||
|
12 |
45 |
40 |
37 |
34 |
|
|
|
|
|
|
|
|
|
||||||||||
|
25 |
35 |
32 |
30 |
27 |
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
Концевая для обработки пазов
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
До 5 |
36 |
34 |
32 |
30 |
|
|
|
|
|
D |
16 |
30 |
|||||||||||
|
10 |
34 |
32 |
30 |
28 |
|
|
|
|
|
К1 |
1,0 |
1,0 |
|||||||||||
|
15 |
32 |
30 |
28 |
26 |
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
Цилиндрическая и концевая
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
b=40 |
– |
70 |
65 |
60 |
55 |
48 |
40 |
35 |
30 |
D/t |
10 |
20 |
30 |
||||||||||
|
b=60 |
– |
67 |
64 |
56 |
50 |
45 |
37 |
33 |
28 |
К1 |
1,0 |
1,2 |
1,4 |
||||||||||
|
b=100 |
– |
65 |
60 |
53 |
48 |
42 |
35 |
30 |
25 |
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||


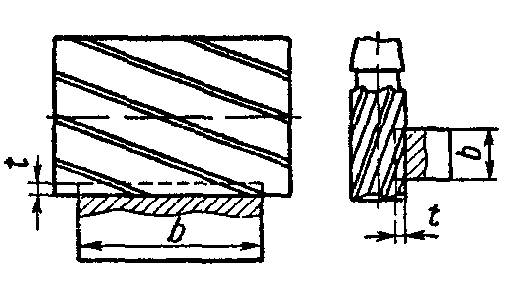
Таблица 16