

Минимальный диаметр металлизированного монтажного отверстия:
d0 ≥ γ Hпл ,где γ - отношение диаметра отверстия к толщине платы (см. табл. ); Hпл - толщина печатной платы.
Расстояние от края ПП до элементов печатного рисунка Q1 - не менее толщины ПП; расстояние Q2 от края паза, выреза, неметаллизованного отверстия определяется по формуле:
![]() (2)
(2)
Здесь q – допустимая ширина скола, ореола (допустимый брак), а k – наименьшее расстояние до него (обычно q=0,35…1 мм, k=0,1…0,3 мм); Тd, TD, tв.о. – позиционные допуски и отклонения, определяемые по [ 13].
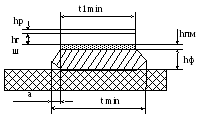
Рис.16.
Наименьшее номинальное значение ширины печатного проводника (t), мм, в зависимости от класса точности:
![]() , (3)
, (3)
где tmin D - min допустимая ширина печатного проводника, рассчитываемая исходя из сопротивления и токовой нагрузки; tн.о - нижнее предельное отклонение ширины печатного проводника (табл.16).
Значение допустимой токовой нагрузки в зависимости от допустимого превышения температуры проводника относительно температуры окружающей среды выбирают:
для медной фольги – (100…250) 106 А/м2 (100…250 А/мм2);
для гальванической меди – (60…100) 106 А/м2 (60…100 А/мм2).
Минимально допустимую ширину проводника по постоянному току для цепей питания и заземления с учетом допустимой токовой нагрузки определяют по формуле:
![]() (4)
(4)
Где Imax – максимальный постоянный ток, протекающий в проводниках;
jдоп – допустимая плотность тока; h – толщина печатного проводника.
Если проводник состоит из нескольких слоев меди и дополнительного покрытия, то с учетом допустимого падения напряжения:
 (5)
(5)
где hi, ρi – толщина и удельное сопротивление i – го слоя проводника, k – число слоев, l – максимально допустимая длина проводника.
Наименьший номинальный диаметр контактной площадки D(мм) под выбранное отверстие; минимальный диаметр контактных площадок определяют из условия сохранения целостности контактной площадки (без разрывности) при сверлении плат. Учитывают явления подтравливания и разращивания проводящего слоя, погрешности расположения отверстий и контактных площадок.
![]() (6)
(6)
где dво – верхнее предельное отклонение диаметра отверстия; в - гарантийный поясок; tво (но) – верхний (нижний) предел отклонения контактной площадки; dтр = 0,03 мм (подтравливание диэлектрика, учитывается только для МПП); для ДПП = 0. Рассчитанное значение диаметра D следует округлять до десятых долей мм в большую сторону.
Наименьшее номинальное расстояние S между соседними элементами проводящего рисунка (проводниками, контактными площадками) устанавливают в зависимости от электрических, конструктивных, технологических требований:
![]() ,
(7)
,
(7)
где Smin D – определяют из расчета электрической прочности изоляции; tво –верхнее предельное отклонение ширины проводника; Тl – позиционный допуск расположения печатных проводников, учитывается только при наличии проводников в узком месте. Расстояние между печатными элементами зависит от заданного сопротивления изоляции при рабочем напряжении или требований ТУ на печатные платы. Фактическое расстояние между элементами на плате зависит от шага элемента, их максимальных размеров и точности расположения.

Рис. 17.
Наименьшее номинальное значение S рекомендуется устанавливать в зависимости от класса точности по табл. 16.
Наименьшее номинальное расстояние (Lном) мм, для прокладки n-го числа печатных проводников между центрами двух отверстий с контактными площадками диаметрами D1 и D2 определяют по формуле:
 ,
(8)
,
(8)
где D01 и D02 – диаметры зон вокруг отверстий, свободных от печатных проводников.
Диаметры зон рассчитывают по формуле:
![]() (9)
(9)
Здесь переменные как в ( 2 ).
Пример. Рассчитаем диаметр монтажного отверстия под вывод конденсатора К50-35-100В-2,2мкФ: диаметр вывода dв = 0,6 мм; r = 0,2; нижнее предельное отклонение номинального диаметра отверстия для третьего класса точности dно = 0,1 мм. Диаметр монтажного отверстия составит:
dо = 0,6 + 0,2 + 0,1 = 0,9 мм
Расчет величины контактной площадки.
Наименьшее номинальное значение диаметра контактной площадки рассчитывается по формуле (6) где dо – диаметр монтажного отверстия;
dво – верхнее предельное отклонение диаметра отверстия ( для отверстий dо 1 мм, dво = 0; dо 1 мм, dво = 0,05); bmin – расстояние от края отверстия до края контактной площадки (для третьего класса точности bmin = 0,1); Td – позиционный допуск расположения оси отверстия (для третьего класса точности Td = 0,08); TD – позиционный допуск центра контактной площадки (для плат третьего класса TD = 0,15 мм, если плата до 180 мм и TD = 0,2 мм, если плата от 180 до 360 мм); tво – верхнее предельное отклонение диаметра контактной площадки (tво = 0,05); tно – нижнее предельное отклонение диаметра контактной площадки (tно = 0,05).
Результаты расчета минимальных диаметров контактных площадок представлены в таблице 19.
Таблица 19. – Минимальный диаметр контактных площадок.
|
dо,мм |
dво,мм |
bmin |
tво,мм |
TD,мм |
Td,мм |
tно,мм |
Dкп, мм |
|
0,9 |
0 |
0,1 |
0,05 |
0,15 |
0,08 |
0,05 |
1,2 |
|
1.1 |
0,05 |
0,1 |
0,05 |
0,15 |
0,08 |
0,05 |
1,6 |
|
1,3 |
0,05 |
0,1 |
0,05 |
0,15 |
0,08 |
0,05 |
1,8 |
Наименьшее номинальное расстояние для размещения двух контактных площадок номинального диаметра в узком месте в зависимости от размеров и классов точности ПП выбирают по табл. 3.24 [12].
Проведя расчет элементов проводящего рисунка и разместив их с учетом обеспечения электрических параметров ФУ, окончательно выбирают метод и ТП изготовления ПП.
1.8. Поверочные расчеты ПП
После размещения компонентов и трассировки соединений ПП выполняют поверочные расчеты, чтобы выявить недостатки и внести коррективы до изготовления фотошаблонов и ПП.
-
Анализ электромагнитной совместимости.
-
Расчет вибропрочности и ударопрочности.
-
Тепловой анализ ПП.
-
Расчет надежности.
2. Конструкторско-технологическая подготовка производства ПП
Подготовка разработанного проекта ПП к производству. Подготовка ПП к производству включает создание управляющих файлов для технологического оборудования (фотоплоттеров, сверлильных станков, сборочных автоматов, оборудования для автоматического тестирования ПП и др.) и изготовления фотошаблонов.
3. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ПП
3.1. Выбор метода изготовления ПП
В настоящее время существует большое количество схем изготовления ПП, так и различных композиций из имеющихся методов. Критерии выбора изложены в ГОСТ 23751. Однако главным критерием является требуемое разрешение (точность воспроизведения рисунка – проводника и зазора), что во многом определяет технические (точность, надежность, др.) и экономические показатели изделий и производства в целом.
В настоящее время в основном используются четыре базовых схемы [6]:
-
тентинг-метод с прямой металлизацией;
-
комбинированный позитивный метод с прямой металлизацией;
-
комбинированный позитивный метод с химической металлизацией;
-
полуаддитивный метод с дифференциальным травлением.
Принципиальная разница между этими процессами – толщина вытравливаемого металла.
Типовая последовательность операций, нормы времени и используемое оборудование представлены в табл. 25, на рис. 20, на рис. 21, 22 типовые операции изготовления ПП, оценка известных схем с позиций воспроизводимости проводников и зазоров дана в табл. 26 и 27.
Технологический маршрут изготовления ДПП позитивным методом. Табл. 25
|
№ |
Описание операции |
|
мин |
|
1 |
CAD/CAM – технологическая подготовка производства, составление рабочей карты (фотошаблоны, сверление, обработка по контуру, «сухое» изготовление плат) |
15 |
|
|
2 |
Изготовление фотошаблонов печатных плат Проявление, фиксация фотопленок |
Фотоплоттер, темная комната, неактиничное освещение, фотонаборное оборудование |
|
|
3 |
Входной контроль и термостабилизация диэлектрика. |
|
|
|
4 |
Получение технологических заготовок Резка, зачистка поверхностей ПП, штамповка, скрайбирование, лучом лазера.
Гильотинные ножницы, зачистная машина |
|
|
|
5 |
Сверление базовых (фиксирующих) отверстий по реперным знакам на станках с ЧПУ
|
|
15 |
|
6 |
Сверление монтажных и переходных отверстий
|
Сверлильный станок с оптическим прицеливанием, компрессор с ресивером |
|
|
7 |
Очистка сквозных отверстий после сверления |
Медные кюветы |
10 |
|
8 |
Зачистка поверхностей печатных плат |
Зачистная машина |
|
|
9 |
Дезоксидация, очистка фольгированных поверхностей в растворе активации |
Кюветы для декапирования |
|
|
10 |
Химическое, гальваническое меднение сквозных отверстий (прямая металлизация – осаждение токопроводящего слоя, затяжка) Линия прямой и гальванической металлизации |
|
30 |
|
11 |
Контроль толщины металлизации, подготовка поверхности |
Прибор контроля металлизации вихретоковым методом |
|
|
12 |
Ламинирование фоторезиста. Сеткография (вариант) Ламинатор |
|
25 |
|
13 |
Совмещение фотошаблона и рисунка сверления Экспонирование фоторезиста |
Устройство ультрафиолетового экспонирования
|
5 5 |
|
14 |
Проявление фоторезиста. Контроль и ретушь Линия струйной обработки, заправленная содовым раствором |
|
5 |
|
15 |
Электрохимическая металлизация Линия прямой и гальванической металлизации |
|
60 |
|
16 |
Нанесение металлорезиста |
|
|
|
17 |
Удаление защитного рельефа (экспонированного фоторезиста) |
|
3 |
|
18 |
Травление обнаженных участков фольги |
Линия струйной обработки, заправленная кислым раствором хлорной меди |
5 |
|
19 |
Удаление металлорезиста |
|
2 |
|
20 |
Контроль и подчистка проводников (визуальный, электрический) |
Визуальный с бестененвой лупой или установка автоматической оптической инспекции (AOI) |
5 |
|
21 |
Подготовка поверхности ДПП под паяльную маску. Промывка, глубокая сушка |
|
10 |
|
22 |
Нанесение паяльной маски (на одну сторону-5', промежуточная сушка20', на другую5+40' ) |
Установка сеткографической печати для паяльной маски |
70 |
|
23 |
Совмещение фотошаблона и рисунка на заготовке -5' Экспонирование паяльной маски |
|
15 |
|
24 |
Проявление паяльной маски |
|
5 |
|
25 |
Дубление паяльной маски, визуальный контроль |
|
60 |
|
Финишные покрытия |
|||
|
26 |
Горячее лужение, очистка отверстий от излишков припоя HAL - процесс |
Флюсователь заготовок, установка горячего лужения |
7 |
|
27 |
Очистка поверхностей под осаждение контактных покрытий |
Вибрационная полировочная машина |
|
|
28 |
Гальваническое золочение на подслой никеля ламелей печатных разъемов |
Установка гальванического золочения / никелирования |
|
|
29 |
Получение крепежных отверстий и обработка по контуру – фрезерование, скрайбирование, лазерная обработка |
|
10 |
|
30 |
Финишная отмывка плат от технологических загрязнений |
Ванна ультазвуковой отмывки с подогревом |
|
|
31 |
Очистка промывных вод для замкнутого водооборота или сброса |
Бидистилятор, установка ионообменной очистки |
|
|
32 |
Нанесение защитного покрытия |
|
|
|
33 |
Маркировка |
|
|
|
34 |
Сушка |
|
|
|
35 |
Выходной визуальный и электрический контроль |
Визуальный с бестененвой лупой или установка автоматической оптической инспекции (AOI) |
20 |
|
36 |
Упаковка готовых печатных плат |
Установка вакуумной упаковки |
7 |
|
Итого (изготовление ПП средней сложности, без тестирования) без маски – 3 часа 40 мин, с маской без шелкографии – 6 часов 20 минут. |
|||


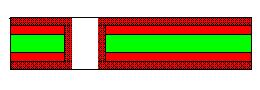

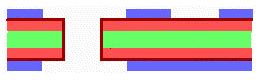
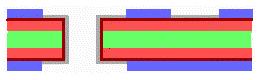


Рис. 20 Схема процессов изготовления ПП с металлизацией отверстий (двухсторонних и многослойных)
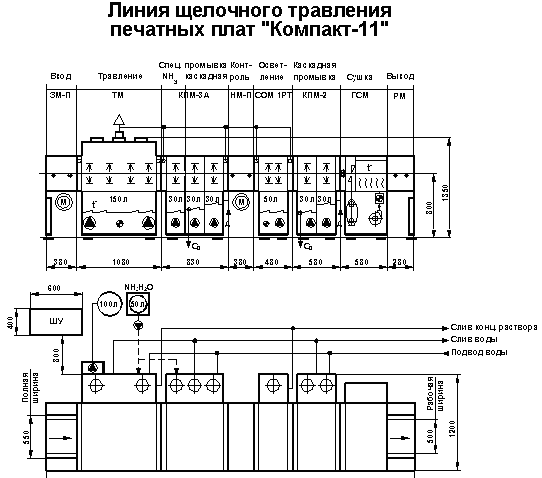

Рис. 21. Линия щелочного травления

Рис. 22. Нанесение сухого пленочного фоторезиста
Последовательность операций и сравнительные характеристики разрешения рисунка при использовании различных схем процесса. Табл. 26
|
ХНМ |
Тентинг |
КПМ |
КПМ+ПМ |
ПА |
ПА+ДТ |
Особенности |
|
1 |
1 |
1 |
1 |
1 |
1 |
|
|
2 |
2 |
2 |
2 |
2 |
2 |
|
|
3 |
3 |
3 |
3 |
3 |
3 |
|
|
4 |
4 |
4 |
4 |
4 |
4 |
|
|
5 |
5 |
5 |
5 |
5 |
5 |
|
|
9 |
6 |
6 |
6 |
6 |
6 |
|
|
12 |
7 |
7 |
7 |
7 |
7 |
|
|
13 |
8 |
8 |
8 |
8 |
8 |
|
|
14 |
9 |
9 |
9 |
10 |
10 |
|
|
18 |
10 |
10 |
10 |
11 |
11 |
|
|
17 |
11 |
11 |
11 |
12 |
12 |
|
|
6 |
12 |
12 |
12 |
13 |
13 |
|
|
21 |
13 |
13 |
13 |
14 |
14 |
|
|
22 |
14 |
14 |
14 |
15 |
15 |
|
|
23 |
18 |
15 |
15 |
16 |
17 |
|
|
24 |
17 |
16 |
16 |
17 |
18 |
|
|
25 |
20 |
17 |
17 |
18 |
20 |
|
|
26 |
21 |
18 |
18 |
19 |
21 |
|
|
27 |
22 |
19 |
19 |
20 |
22 |
|
|
29 |
23 |
20 |
20 |
21 |
23 |
|
|
30 |
24 |
21 |
21 |
22 |
24 |
|
|
31 |
25 |
22 |
22 |
23 |
25 |
|
|
32 |
26 |
23 |
23 |
24 |
26 |
|
|
33 |
27 |
24 |
24 |
25 |
27 |
|
|
34 |
28 |
25 |
25 |
26 |
28 |
|
|
35 |
29 |
26 |
26 |
27 |
29 |
|
|
36 |
30 |
27 |
27 |
28 |
30 |
|
|
|
31 |
28 |
28 |
29 |
31 |
|
|
|
32 |
29 |
29 |
30 |
32 |
|
|
|
33 |
30 |
30 |
31 |
33 |
|
|
|
34 |
31 |
31 |
32 |
34 |
|
|
|
35 |
32 |
32 |
33 |
35 |
|
|
|
36 |
33 |
33 |
34 |
36 |
|
|
|
|
34 |
34 |
35 |
|
|
|
|
|
35 |
35 |
36 |
|
|
|
|
|
36 |
36 |
|
|
|
|
35 мкм |
18 мкм |
18 мкм |
18 мкм |
- |
- |
Фольга |
|
|
35 мкм |
6 мкм |
- |
5…7 |
3 мкм |
Общая металлизация поверхности |
|
|
50 мкм |
40 мкм |
40 мкм |
|
30 мкм |
Фоторезист |
|
|
- |
35 мкм |
35 мкм |
≥30 мкм |
25 мкм |
Металлизация рисунка |
|
|
|
15 мкм |
15 мкм |
|
|
Металлорезист |
|
|
53 мкм |
24 мкм |
18 мкм |
|
3 мкм |
Глубина травления меди |
|
0,3/0,3 |
0,15/0,2 |
0,12/0,15 |
0,075/0,075 |
0,07/0,07 |
0,04/0,04 |
Проводник/зазор |
|
есть |
есть |
есть |
есть |
незнач. |
незнач. |
Химическое подтравливание |
|
- |
нет |
есть |
есть |
есть |
нет |
Эл/химич. подтравливание |
|
|
1 |
1,3…1,4 |
1,2…1,3 |
|
2…3 |
Относительная стоимость основного производства |
|
|
1 |
2…3 |
3…4 |
|
8…10 |
Относительная стоимость инженерного обеспечения |
|
|
1 |
1,2 |
1,1 |
|
2 |
Относительный объем прямых издержек |
|
1 – субтрактивный - химический негативный метод (ХНМ) для ОПП; 2 – Тенинг-метод; 3 – комбинированный позитивный метод (КПМ); 4 – КПМ +ПМ в данном методе на операции №10 вместо химической + гальванической используют прямую металлизацию (ПМ); полуаддитивный метод (ПА); 5 – ПА + ДТ ( полуаддитивный с дифференциальным травлением). |
||||||
Сравнение методов изготовления ПП по воспроизводимости рисунка. Табл. 27
|
|
Метод изготовления |
Достоинства |
Недостатки |
|
Субтрактивные |
Химический (позитивный и негативный) |
Высокая производительность, автоматизация, низкая себестоимость |
Низкая плотность, исп. фольгированных материалов, экологические проблемы |
|
Механическое формирование зазоров (оконтуривание) |
Не создает экологических проблем |
Высокая себестоимость, низкая производительность |
|
|
Лазерное гравирование |
Высокая производительность |
Дорогое оборудование |
|
|
Аддитивные |
Фотоаддитивный – с толстослойным химическим меднением |
Использование нефольгированных материалов, высокое разрешение. |
Длительность толстослойного химического меднения, плохая электрическая изоляция. |
|
Аддитивный с использованием фоторезиста |
Изоляция платы защищена фоторезистом, использование нефольгированныз материалов |
Длительность толстослойного химического меднения, необходимость в фоторезисте. |
|
|
Нанесение токопроводящих красок или металаонаполнен- ных паст |
Использование фольгированных материалов, не создает экологических проблем |
Низкая проводимость и разрешающая способность |
|
|
Штамповка (впрессовывание проводников в подложку) |
|
||
|
Метод переноса-ПАФОС (полностью аддитивное формирование отдельных слоев) |
Использование нефольгирован- ных материалов, высокая разрешающая способность, точность, сопротивление изоляции, возможность формирования проводников требуемой толщины |
|
|
|
Полуаддитивные |
Классический полуаддитивный метод |
Использование нефольгированных материалов, получение тонких проводников. |
Недостаточная адгезия металлизации к диэлектрической подложке |
|
Аддитивный с дифференциальным травлением |
Высокое разрешение, меньшие расходы за счет отсутствия нанесения и удаления резиста |
Стоимость электрохимических операций, сложность управления дифференциальным травлением |
|
|
Комбиниро-ванные |
Комбинированный негативный |
Сложности технологического характера при изготовлении, низкое качество изоляции и металлизированных отверстий. |
|
|
Комбинированный позитивный |
Высокое разрешение, хорошая надежность изоляции, хорошая адгезия |
Подтравливание проводников, высокая стоимость |
|
|
Тентинг-метод |
Меньшая стоимость по сравнению с предыдущим, экологичность |
Меньшая разрешающая и трассировочная способность. |
|