

3.2. Получение заготовок пп к заготовительным операциям относятся:
-
раскрой материала;
-
получение заготовок;
-
получение установочных и технологических отверстий.
Используют единичные или групповые заготовки, как на рис . Изготовление ПП на единичных заготовках приводит к снижению коэффициента использования материала (12).
ПП по размеру изготавливают в два этапа:
-
сначала листовой материал для ПП разделяют на заготовки, имеющие технологическое поле по контуру, как на рис. ;
-
по окончанию всех технологических операций осуществляется окончательная обработка в размер по чертежу.
Как правило, на первом этапе заготовки ПП получают путем резки листов на полосы (на гильотинных ножницах, параллельных, дисковых), в штампах (в серийном производстве), на втором – фрезерованием или скрайбированием. Расстояние между платами должно соответствовать требованиям применяемой технологии разделения плат: фрезерованию, процарапыванию по контуру (скрайбированию рис. 23).

Рис. 23. Пример разделения плат скрайбированием
Размеры единичных заготовок определяют по формуле:
Aз(длина, ширина) = Ап + 2ш,
где Ап ¾ длина или ширина платы по чертежу, мм;
Н ¾ ширина технологического поля, для ДПП Ш = 5 мм.
Для групповых заготовок – между ПП в листе = 10 мм, по контуру листа =30 мм.
Рациональность раскроя оценивается коэффициентом использования материала η:
![]() (18)
(18)
где F ¾ площадь ПП; N ¾ число ПП получаемых из листа; В и Н ¾ длина и ширина листа соответственно, мм (Обычно размер заготовок выбирается кратным листу стеклотекстолита 914,4 x 1220 мм).
Штамповка ПП. Операции штамповки заготовок ПП проводят на стандартных кривошипных или эксцентриковых прессах с использованием вырубных штампов, где матрицы и пуансоны изготавливаются из сталей марок Х12М и Х12Ф1 или твердого сплава марок ВК15 и ВК20.
Расчет исполнительных размеров матрицы и пуансона выполняют по формулам
![]()
![]() (19)
(19)
где Dм ,Dп - исполнительные размеры матрицы и пуансона; δ, δп, δм – допуски на вырубаемую плату, пуансон, матрицу; z – двусторонний зазор между пуансоном и матрицей; z = 0,045…0,09 для ПП из стеклотекстолита (возрастает с увеличением L), толщиной 1,5 мм, в зависимости от размера ПП.
Таблица 28
|
Степень точности вырубаемых плат |
Допуск на изготовление инструмента |
|
12/13 квалитеты |
8/9 квалитет |
|
11 квалитет |
6/7 квалитет |
Определяем усилие вырубки по контуру или пробивки отверстий по формуле (для штампа, с вырубкой “на провал”):
Рå = Р1+Р2+Р3+Р4,
где Р1- усилие вырубки (пробивки), Н; Р2- усилие прижима материала к плоскости штампа, Н; Р3 – усилие проталкивания, Н; Р4- усилие снятия отхода или детали с пуансона, Н.
Расчет усилия вырубки зависит от конструкции штампа [15]. Если в конструкции штампа используются контрпуансон, буфер, тарельчатые пружины или другие конструктивные элементы, то необходимо скорректировать формулу расчета усилия Рå. В частности, для штампа, показанного на рис. 21.
Рå = Р1+2Р4,
Усилие Р1 вырубки (пробивки) определяют по формуле:
P1 = 1,2∙L∙S∙τср , (20)
где L – периметр вырубаемого (пробиваемого) контура, мм; S – толщины вырубаемой ПП, мм; τср – сопротивление срезу, МПа (для стеклотекстолита 130…150 МПа).
Для предотвращения расслоения материала и улучшения качества поверхности среза необходимо использовать прижим.
Усилие прижима:
P2 = L∙S∙q, (21)
где q – удельное давление прижима, (1…1,5∙107 Па).
Усилие проталкивания:
P3 =К1∙Р1∙h/S. (22)
Здесь К1=0,05…0,08 – коэффициент; h – высота цилиндрического пояска матрицы, мм (h≈S).
Усилие снятия детали (полосы) с пуансона с помощью буферов, съемников:
P4 = (0,06…0,12)P1 (возрастает с увеличением S). (23)
В процессе конструирования штампа необходимо определить усилие, развиваемое съемником, или определить параметры резинового буфера, создающего усилие съема (с запасом), с коэффициентом 1,5…2. Р4 =F·q, где F- площадь контактного кольца резинового буфера, а q=2…3,5 МН/м2 удельная нагрузка на резину. Нб=(0,25…1,5)(D - d); по известной площади F и зная размер ПП можно определить наружный диаметр резинового буфера D и высоту кольца в свободном состоянии Н, учитывая, что допускаемое сжатие резины f=(0,3…0,4)Н.
После определения På выбирают пресс с номинальным усилием PH, кН, (прессы изготавливают в определенном интервале по номинальному усилию: 63; 100; 160; 250; 400; 630; 800; 1000; 1250; 1600; 2000 кН и т.д.) ход пресса H. Далее необходимо проверить пригодность кривошипного пресса по мощности (работе) во избежание перегрузки (гидравлический пресс выбирается только по усилию). Сравниваем полезную работу пресса А0 с расчетной А∑:
A0 = 0,2∙k∙Hн ∙PH , (24)
где k = 0,36 при работе пресса одиночными ходами.
Работа вырубки-пробивки:
А1 = 0,6∙S∙P. (25)
Работа, затрачиваемая на трение:
А2 = (0,2…0,4) А1. (26)
Работа, затрачиваемая на сжатие буферов, съемников, выталкивателей:
А3 = P4∙ Hб (27)
Тогда
А∑ = А1+А2+А3
Необходимо, чтобы А0 > А∑. Если такое условие не выполняется, следует использовать более мощный пресс или увеличить ход, что неблагоприятно скажется на производительности.
На рис. 24 представлен штамп для вырубки ПП. Штамп состоит из верхнего и нижнего пакетов (верхняя плита 10 движется вниз по четырем направляющим колонкам, нижняя закреплена на плите пресса) и работает следующим образом. Усилие пресса передается на заготовку через установленный на нижней плите 1 вырубной пуансон контура 3. Матрица закреплена на верхней плите болтами 21 (в данной конструкции пуансон внизу, а матрица вверху). При раскрытии штампа сжатый при штамповке резиновый буфер 4, через съемник 5 снимает полосу (отход) с пуансона. Вырубленная ПП (показана черным цветом) запрессованная в результате штамповки в матрицу 7, извлекается из матрицы с помощью выталкивателя 8 (и деталей 22,13,16). Базирующие отверстия в ПП пробиваются четырьмя пуансонами 12.
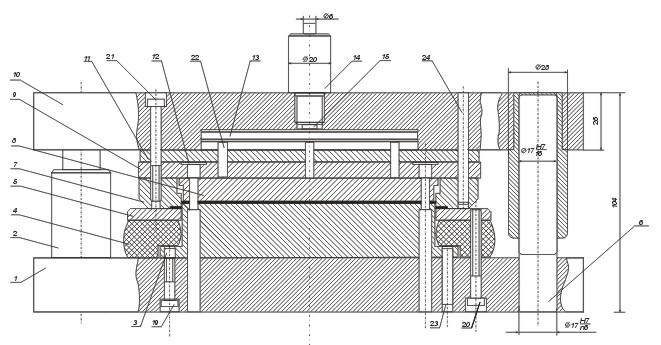
Рис. 24. Конструкция типового штампа для вырубки ПП.
Получение базовых отверстий. Установочные (базовые) отверстия используются для установки заготовки на операциях высокой точности (сверление монтажных отверстий, установка фотошаблона при получении защитного рельефа схемы), др. При этом заготовки следует собирать в пакет толщиной не более 11 мм. Биение сверла не более 0,05 мм. Точность диаметра и предельные отклонения расстояний между центрами фиксирующих отверстий для ПП 1и 2 классов-Н12 и (±0,05)мм, 3и4-Н9 и (±0,02…0,03), для 5-(±0,01)и (±0,01)мм.
Номинальный размер сверла dсв выбирают согласно формуле:
dсв = d+0,7(δ1+ δ2), (28)
где d – номинальный диаметр обрабатываемого отверстия, мм; δ1, δ2 – допуск на диаметр (не ниже 8…9 кв.) и усадка отверстия после охлаждения(0,1…0,2).
Получение монтажных и металлизированных отверстий. Используют следующие режимы резания: скорость резания Vр – от 40 до 180 м/мин, подача для ДПП f = 0,02…0,07 мм/об, для МПП 0,02…0,05 мм/об. Усилие прижима 1,5…2 МПа.
Число оборотов шпинделя станка можно определить по формуле
![]() (29)
(29)
Скорость подачи по оси Z
![]() (30)
(30)
Например, если f=0,05 мм/об, а n=50000 мин-1, то F=2,5 м/мин.
Стойкость твердосплавных сверл между переточками составляет 1000…1300 отверстий, что соответствует суммарной глубине 1500…2000 мм.
Современные сверлильно-фрезерные станки для сверления ПП имеют:
-
высокоскоростной шпиндель: 150 тыс. мин-1;
-
автоматическую смену инструмента;
-
систему лазерного контроля состояния инструмента до и в процессе работы;
-
управляемый скоростной сервопривод по оси Z;
-
контроллер компьютерного управления;
-
точность позиционирования до ±5 мкм;
-
производительность до 400 отв/мин.
Они обладают возможностью сверления отверстий Ø до 0,1 мм, точностью глубины сверления до ± 25 мкм, (для станков KLG - ± 7 мкм), высокой скоростью перемещения по осям X-Y с ускорением 10…15 м/сек2. Автоматическая смена инструмента согласуется с производительностью станка – магазин сверл может загружаться сотнями и даже тысячами сверл десятка типоразмеров.