

1. Процес ущільнення суміші пресуванням
При пресуванні суміш ущільнюється тиском пресової колодки на суміш, яка знаходиться в наповнювальній рамці і переміщається в опоку. Степінь ущільнення залежить від висоти рамки, яка розраховується для різних висот моделей. У початковий період дії тиску середня щільність збільшується дуже швидко по висоті опоки, а потім при збільшенні навантаження щільність росте дуже повільно. Це відбувається, наприклад, при тиску пресування понад 5 МПа. При плоскої пресової колодці суміш ущільнюється по висоті опоки не рівномірно: у високих моделей в “карманах” не достатнє ущільнення, а над горизонтальними поверхнями - занадто високе. Тому ущільнення суміші пресуванням застосовують для низьких моделей без перепаду висот. Як висока (>1,8 г см3), так і низька (<1,4 г см3) щільність суміші у формі може привести до браку виливка при високій щільності – унаслідок поганої газопроникності, а при дуже низькій — унаслідок «роздуття» форми.
Основний недолік пресування — відносно низька рівномірність ущільнення. З підвищенням тиску пресування рівномірність ущільнення підвищується, але при цьому зменшується газопроникність. У силу цих недоліків чисте пресування застосовують для відносно низьких опок (Н=200-250мм) і моделей.
2. Класифікація пресових формувальних машин
1) по способу руху моделі відносно суміші пресування можна підрозділити на верхнє і нижнє.
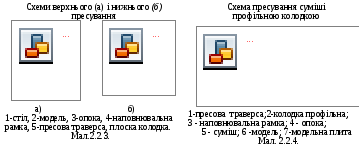
При верхнім пресуванні суміш (мал. 2.2.3, а) виштовхується з рамки опоку зверху вниз. Недоліки: не рівномірно ущільнюється суміш в нижній частині опоки біля моделі.
При нижнім пресуванні суміш (мал. 2.2.3,б) переміщається з наповнювальної рамки в опоку знизу вверх. Недоліки: при нижньому пресуванні унаслідок попадання формувальної суміші між столом і рамкою швидко зношуються поверхні, утрудняється переналагодження формувальних машин на інший розмір опоки.
2) По конструкції пресуючого елементу:
 -
плоскою колодкою (Мал.2.2.3), (Недоліки:
низька якість ущільнення біля моделі)
-
плоскою колодкою (Мал.2.2.3), (Недоліки:
низька якість ущільнення біля моделі)
- профільною колодкою (Мал..2.2.4), (Недоліки: 1- необхідна велика кількість
колодок, 2- витрачається час на переналадку колодок),
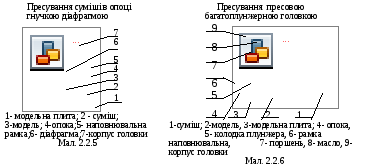
- гнучкою діафрагмою (мал. 2.2.5) (Недоліки: 1-низька сила пресування, 2- знос гумової діафрагми);
- багатоплунжерною колодкою (мал.2.2.6) (Недоліки: складність конструкції);
3) По ступені пресування:
-
тиск пресової колодки на суміш низький 0,3÷0,5 МПа;
-
тиск пресування середній 0,5-2 МПа;
-
високий 2-4 МПа;
-
сверхвисокий 5—6 МПа.
4) По роду привода:
-
пневматичний, (Переваги: швидкісний, проста конструкція. Недоліки: різкий хід, низький тиск).
-
гідравлічний, (Переваги: плавний хід, високий тиск. Недоліки: складна конструкція, мала швидкість).
-
пнемогідравлічний для одержання підвищених (1—2 МПа) і високих (2—4 МПа) тисків
3. Конструкція та характеристика пресових машин
3.1. Машина моделі 5883 - пневматична пресова формувальна машина з верхнім пресуванням, з важелями Ейлера для верхніх напівформ в опоках 800х700 мм. Загальний вид машини показано на малюнку 2.2.7.
Конструкція: 1–ресивер, 2–механізм виштовхування модельної плити, 3–привід дозатору, 4–шибер, 5–дозатор, 6–бункер з сумішшю, 7–механізм опускання наповнювальної рамки, 8–пресовий механізм, 9–траверса, 10–важелі Ейлера, 11–колони, 12– плоска колодка,13–рамка,14–захвати,15–плита модельна, 16–механізм обдуву, 17–станина
ОПЕРАЦІЇ ФОРМУВАННЯ:
По рольгангах подається опока в захвати наповнювальної рамки. Модельна плита обдувається и обприскується спеціальним механізмом. Пневмоциліндри опускають рамку з опокою на плиту. Привод переміщує дозатор по рамці і суміш засипається в опоку. Зворот дозатора під бункер, відкривання шиберу і подача суміші в дозатор. Включається пресовий механізм, поршень якого давить на важелі Ейлера, плоска колодка входить в наповнювальну рамку і витісняють суміш в опоку - іде верхнє пресування. Важелі підвищують тиск пневмоприводу в 10 раз. Зворотній хід пресового поршня вилучає плоску колодку з рамки і складає важелі в неробоче положення. Привод рамки піднімає її вверх з готовою напівформою - іде протяжка моделі. Готова напівформа виштовхується опокою на рольганги. Цикл повторюється.
3 .2.
Машина моделі 226
- пневматична вібропресова формувальна
машина з штифтовим зніманням для верхніх
напівформ в опоках 500х400х200 мм по однобічним
модельним плитам з продуктивністю 100
з/г при повній механізації. (Мал.2.2.8).
.2.
Машина моделі 226
- пневматична вібропресова формувальна
машина з штифтовим зніманням для верхніх
напівформ в опоках 500х400х200 мм по однобічним
модельним плитам з продуктивністю 100
з/г при повній механізації. (Мал.2.2.8).
Конструкція: 1-пресовий циліндр, 2, 8-вібратор, 3-станина, 4-пульт керування, 5-привід штифтів, 6-штифти, 7-механізм підйому штифтів, 9-плоска колодка, 10-траверса, 11- С-подібна станина,12-стіл
ОПЕРАЦІЇ ФОРМУВАННЯ:
На стіл машини встановлюємо модельну плиту, опоку, наповнювальну рамку, обдуваємо, обприскуємо, засипаємо суміш. Приводом траверса з плоскою колодкою повертається в робоче положення. Під час включення вібропресового механізму стиснуте повітря подається під циліндр і в вібратор, стіл із оснасткою піднімається, плоска колодка входить в наполнювальну рамку, суміші із наповнювальної рамки витісняється пресовою колодкою в опоку і відбувається пресування верхніх шарів суміші в опоці. Вібратор під час пресування знижує сили тертя суміші об стінки опоки, що забезпечує якість ущільнення. Повітря випускається із пресового механізму, стіл повільно опускається, траверса відводиться в не робоче положення. Вмикаємо штифтовий механізм, і їде подача масла під штифти, які піднімаються, із одночасним включенням вібратору столу, який забезпечує вилучення моделі без порушення форми. Готова напівформа знімається з штифтів.
3.3. Машина мод.ПФ-5 - пневматична поршнева трипозиційна пресова з нижнім пресуванням для верхніх напівформ з човниковим рухом столів (Мал..2.2.9).
Конструкція: станина, траверса нижня, пресовий механізм, направляюча балка, колони, траверса верхня, столи з приводом.
Принцип дії: На позиції 1 та 3 виконуються операції підготування моделі, встановлювання опоки на стіл, засипання суміші. Приводом переміщується стіл по балці на 2 позицію, де поршень пресового механізму давить на модельну плиту, яка піднімається до контрладу з опокою, виштовхує суміш в опоку і ущільнює її. При опусканні поршня модель вилучається із форми, стіл переміщується на 1 позицію, де форма знімається зі стола підйомним механізмом і цикл повторюється.
Переваги:
1.Висока якість ущільнення біля моделі,
 2.Простота
конструкції,
2.Простота
конструкції,
3.Висока механізація,
4.Висока продуктивність.
Недоліки:
-
Великі габарити,
-
Швидко зношуються тертьові поверхні пресового механізму.
-
Складність переналадки машини.
Заключний етап
Питання:
-
Сутність ущільнення суміші пресуванням, переваги, недоліки.
-
Порівняльна характеристика ущільнення верхнім та нижнім пресуванням.
-
Призначення гнучкої діафрагми, багатоплунжерної головки, їх характеристика.
-
Переваги та недоліки пневмоприводу в порівнянні з гідроприводом, пневмогідроприводом.
-
Особливості машини мод.226 в порівнянні з мод.222.
-
Особливості машини мод.5883 в порівнянні з мод.226.
-
Основні недоліки машини мод.ПФ-4.
Тема лекції: 2.3. Струшувальні і пресово-струшувальні
формувальні машини
Завдання для самопідготовки студентів: Л1 с.88-108